正在加载图片...
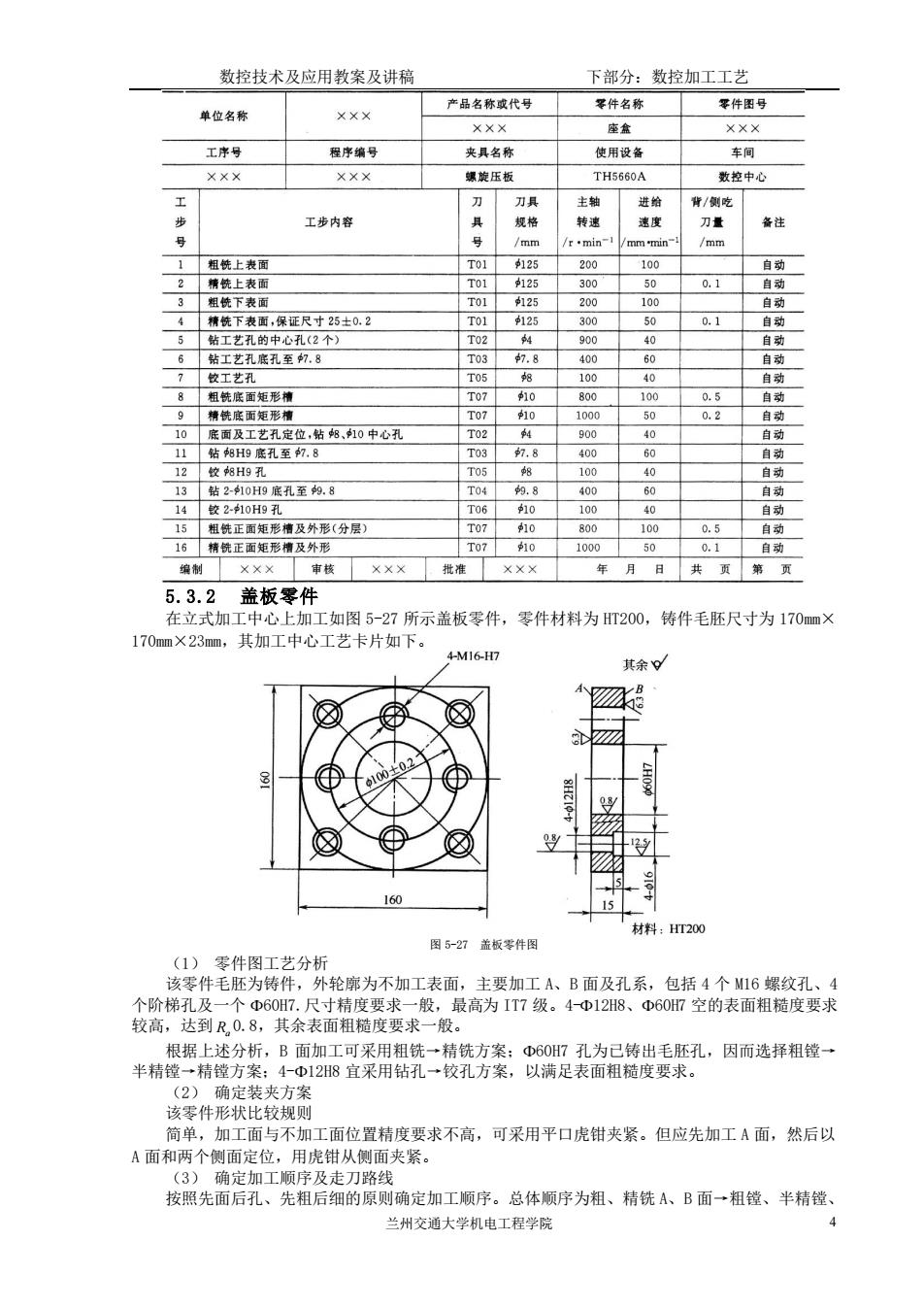
数控技术及应用教案及讲癌 下部分:数控加工工艺 声品名称或代号 军件名称 零件图牙 单位名称 Xx× 工序号 程序缩 夹具名称 使用设备 车间 XX× XXX 螺快压板 TH5660A 数控中心 工 刀具 主轴 进 背/侧吃 工步内容 具 转 速度 刀量 备注 r.mi /mm 】候上表面 T01125 20 100 自 快下表面 01 T01125 20 100 自动 4精统下表面,保证尺寸25士0.2 T01125300500.1自动 T05 8 100 40 自助 10底菌及工艺孔定位,帖8,10中心孔 T02 900 40 自动 11H9底孔至帆.8 T037. 00 13结2. H9寇孔至.8 T04.8 自对 T0610 40 自动 16精正面矩形槽 10050十01a2 年月日共页第页 5.3.2盖板零件 在立式加工中心上加工如图5-27所示盖板零件,零件材料为T200,铸件毛胚尺寸为170m× 170mm×23m,其加工中心工艺卡片如下。 4-M16-H7 其余 材料:HT20 图27盖板琴件图 女 外轮廓为不加工表面。 主要加 包括4个M1 代被,最高为T7级。4中12的、中60空的表面租猫度要求 螺纹孔 定装壶方安 该零件形状比较规则 简单,加工面与不加工面位置精度要求不高,可采用平口虎钳夹紧。但应先加工A面,然后以 A面和两个侧面定位,用虎钳从侧面夹紧。 (3)确定加工顺序及走刀路线 按照先面后孔、先粗后细的原则确定加工顺序。总体顺序为粗、精统A、B面→粗镗、半精镗、 兰州交通大学机电工程学院 4数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 4 5.3.2 盖板零件 在立式加工中心上加工如图 5-27 所示盖板零件,零件材料为 HT200,铸件毛胚尺寸为 170mm× 170mm×23mm,其加工中心工艺卡片如下。 图 5-27 盖板零件图 (1) 零件图工艺分析 该零件毛胚为铸件,外轮廓为不加工表面,主要加工 A、B 面及孔系,包括 4 个 M16 螺纹孔、4 个阶梯孔及一个 60H7.尺寸精度要求一般,最高为 IT7 级。4-12H8、60H7 空的表面粗糙度要求 较高,达到 Ra 0.8,其余表面粗糙度要求一般。 根据上述分析,B 面加工可采用粗铣→精铣方案;60H7 孔为已铸出毛胚孔,因而选择粗镗→ 半精镗→精镗方案;4-12H8 宜采用钻孔→铰孔方案,以满足表面粗糙度要求。 (2) 确定装夹方案 该零件形状比较规则 简单,加工面与不加工面位置精度要求不高,可采用平口虎钳夹紧。但应先加工 A 面,然后以 A 面和两个侧面定位,用虎钳从侧面夹紧。 (3) 确定加工顺序及走刀路线 按照先面后孔、先粗后细的原则确定加工顺序。总体顺序为粗、精铣 A、B 面→粗镗、半精镗