正在加载图片...
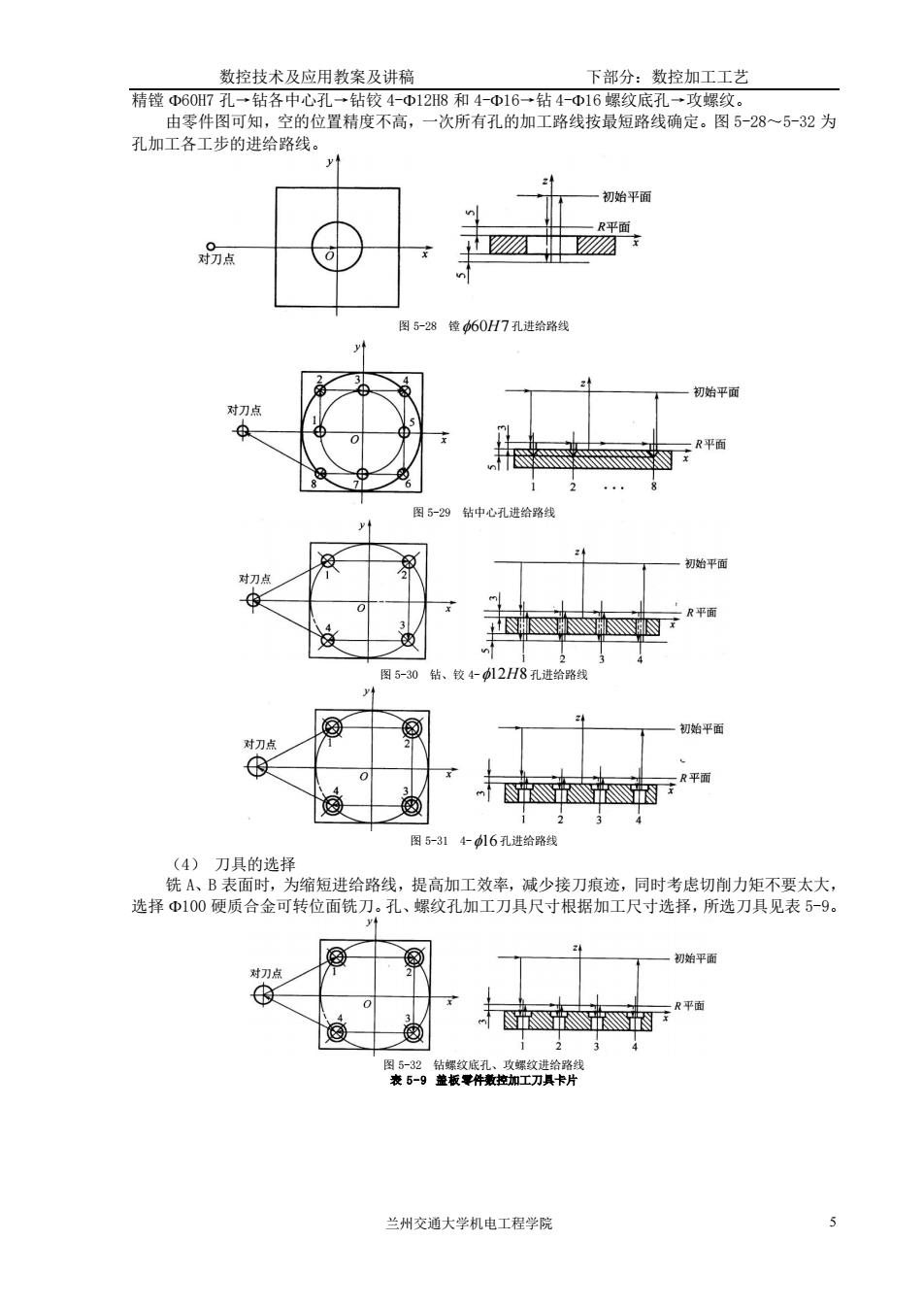
数控技术及应用教案及讲稿 下部分:数控加工工艺 精筐Φ60H7孔→钻各中心孔一钻铰4-中12H8和4-Φ16一钻4-D16螺纹底孔→攻螺纹。 由零件图可知,空的位置精度不高,一次所有孔的加工路线按最短路线确定。图528一532为 孔加工各工步的进给路线。 初始平面 % 图5-28幢60H7孔选给路线 ,初始平面 2 图5-29钻中心孔遗给路线 切始平面 R平面 图50结、较42H8孔进给路线 初始平面 R平面 因53引16孔选给路 (4)刀具的选择 铣A 缩短进给路 高加工效率,减少 同时考虑切 选择中100硬质合 可转位面铣 L、蝶纹孔加工刀具尺寸根据 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 5 精镗 60H7 孔→钻各中心孔→钻铰 4-12H8 和 4-16→钻 4-16 螺纹底孔→攻螺纹。 由零件图可知,空的位置精度不高,一次所有孔的加工路线按最短路线确定。图 5-28~5-32 为 孔加工各工步的进给路线。 图 5-28 镗 60H7 孔进给路线 图 5-29 钻中心孔进给路线 图 5-30 钻、铰 4-12H8 孔进给路线 图 5-31 4-16 孔进给路线 (4) 刀具的选择 铣 A、B 表面时,为缩短进给路线,提高加工效率,减少接刀痕迹,同时考虑切削力矩不要太大, 选择 100 硬质合金可转位面铣刀。孔、螺纹孔加工刀具尺寸根据加工尺寸选择,所选刀具见表 5-9。 图 5-32 钻螺纹底孔、攻螺纹进给路线 表 5-9 盖板零件数控加工刀具卡片