正在加载图片...
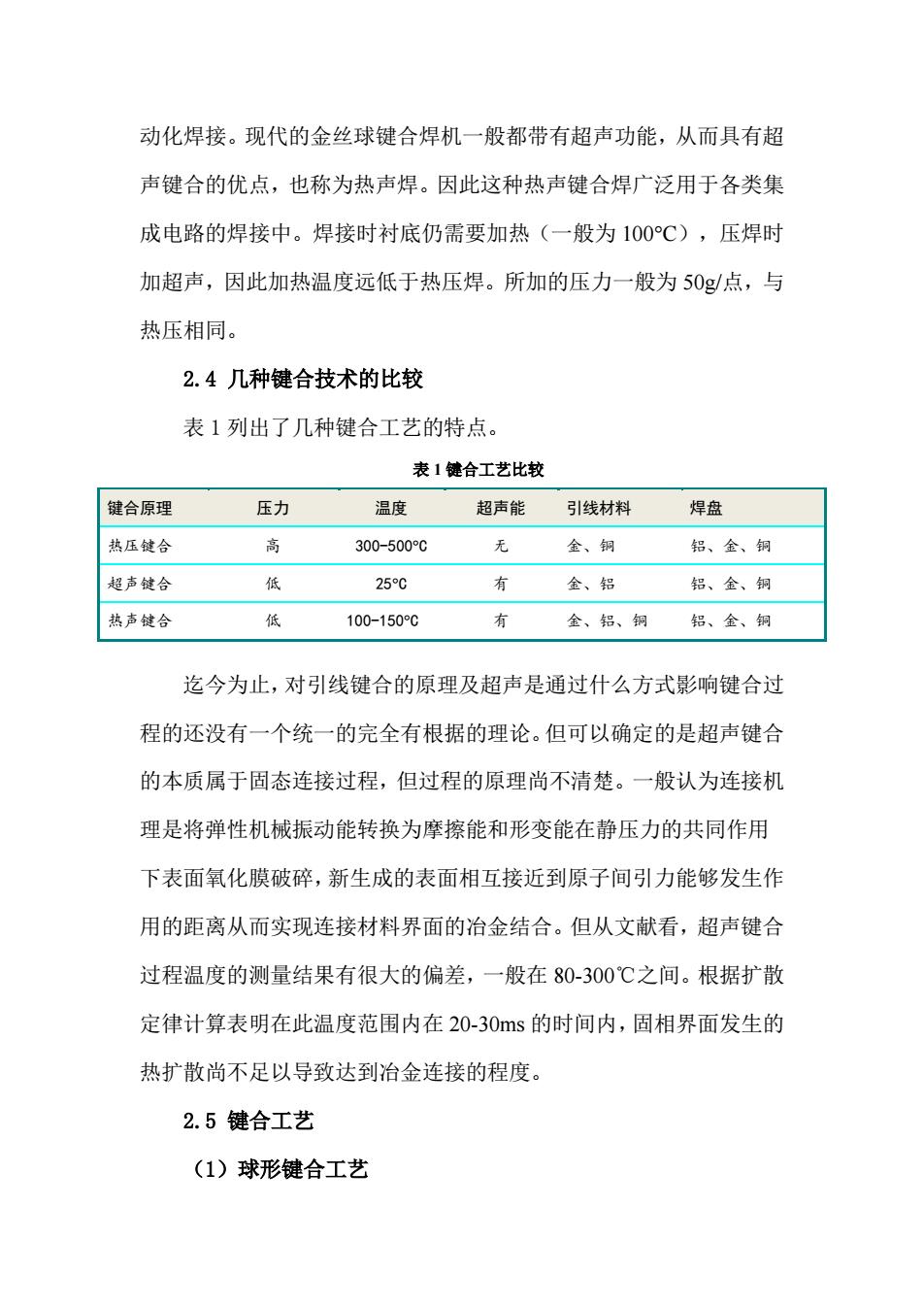
动化焊接。现代的金丝球键合焊机一般都带有超声功能,从而具有超 声键合的优点,也称为热声焊。因此这种热声键合焊广泛用于各类集 成电路的焊接中。焊接时衬底仍需要加热(一般为100C),压焊时 加超声,因此加热温度远低于热压焊。所加的压力一般为50g点,与 热压相同。 2.4几种键合技术的比较 表1列出了几种键合工艺的特点。 表1健合工艺比较 键合原理 压力 温度 超声能引线材料 焊盘 热压健合 高 300-500℃ 无金、钢 铝、金、细 超声健合 低 25C 有 金、铝 铝、金、钢 热声键合 低 100-150℃ 有 金、铝、铜铝、全、钢 迄今为止,对引线键合的原理及超声是通过什么方式影响键合过 程的还没有一个统一的完全有根据的理论。但可以确定的是超声键合 的本质属于固态连接过程,但过程的原理尚不清楚。一般认为连接机 理是将弹性机械振动能转换为摩擦能和形变能在静压力的共同作用 下表面氧化膜破碎,新生成的表面相互接近到原子间引力能够发生作 用的距离从而实现连接材料界面的冶金结合。但从文献看,超声键合 过程温度的测量结果有很大的偏差,一般在80-300℃之间。根据扩散 定律计算表明在此温度范围内在20-30ms的时间内,固相界面发生的 热扩散尚不足以导致达到治金连接的程度。 2.5键合工艺 (1)球形键合工艺 动化焊接。现代的金丝球键合焊机一般都带有超声功能,从而具有超 声键合的优点,也称为热声焊。因此这种热声键合焊广泛用于各类集 成电路的焊接中。焊接时衬底仍需要加热(一般为 100C),压焊时 加超声,因此加热温度远低于热压焊。所加的压力一般为 50g/点,与 热压相同。 2.4 几种键合技术的比较 表 1 列出了几种键合工艺的特点。 表 1 键合工艺比较 键合原理 压力 温度 超声能 引线材料 焊盘 热压键合 高 300-500C 无 金、铜 铝、金、铜 超声键合 低 25C 有 金、铝 铝、金、铜 热声键合 低 100-150C 有 金、铝、铜 铝、金、铜 迄今为止,对引线键合的原理及超声是通过什么方式影响键合过 程的还没有一个统一的完全有根据的理论。但可以确定的是超声键合 的本质属于固态连接过程,但过程的原理尚不清楚。一般认为连接机 理是将弹性机械振动能转换为摩擦能和形变能在静压力的共同作用 下表面氧化膜破碎,新生成的表面相互接近到原子间引力能够发生作 用的距离从而实现连接材料界面的冶金结合。但从文献看,超声键合 过程温度的测量结果有很大的偏差,一般在 80-300℃之间。根据扩散 定律计算表明在此温度范围内在 20-30ms 的时间内,固相界面发生的 热扩散尚不足以导致达到冶金连接的程度。 2.5 键合工艺 (1)球形键合工艺