正在加载图片...
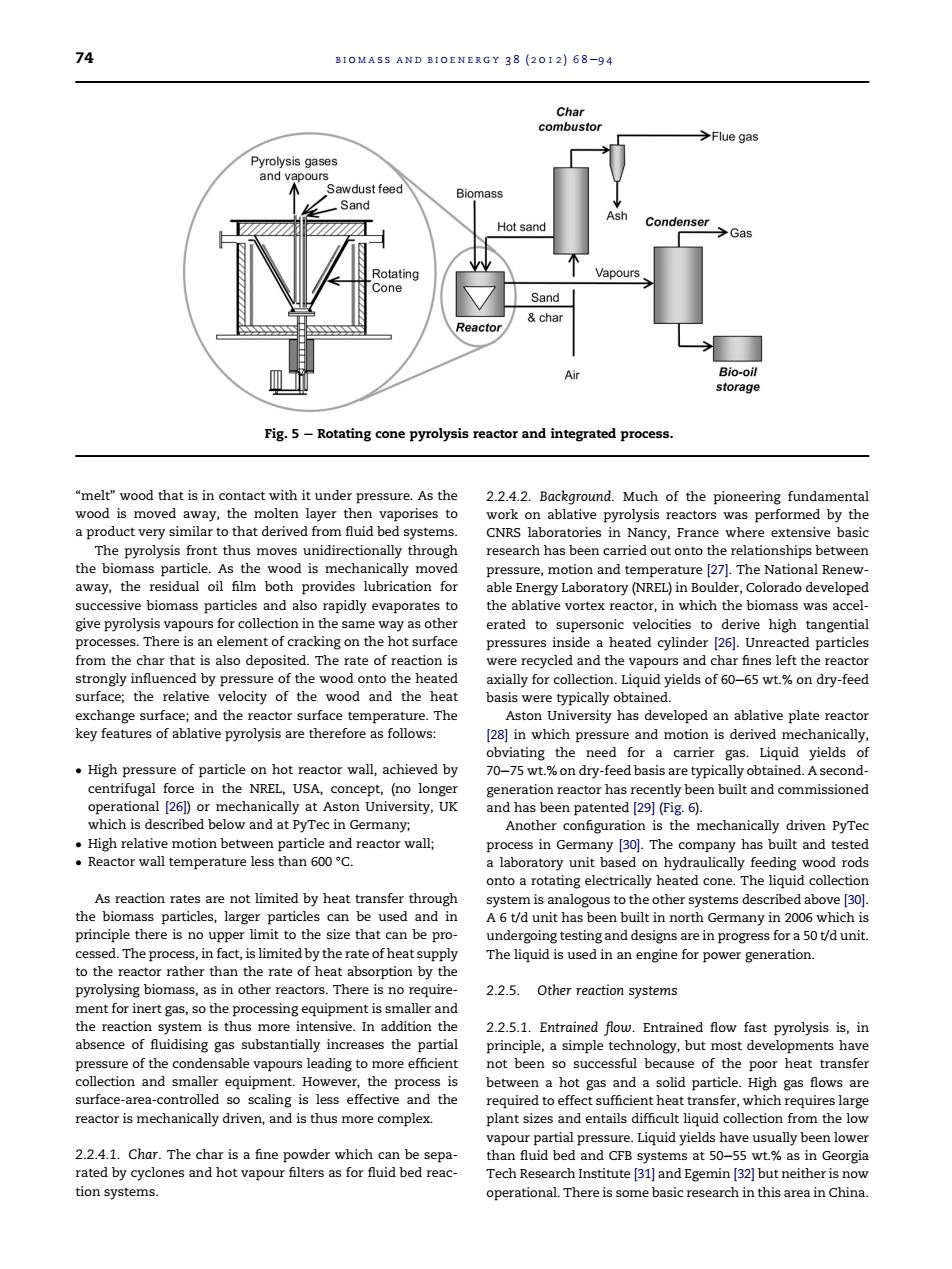
74 BIOMASS AND BIOENERGY 38 (2012)68-94 Char combustor →Flue gas Pyrolysis gases and vapours Sawdust feed Biomass Sand Ash Hot sand Condenser →Gas Rotating Vapours Cone Sand char Reactor A Bio-oil storage Fig.5-Rotating cone pyrolysis reactor and integrated process. "melt"wood that is in contact with it under pressure.As the 2.2.4.2.Background.Much of the pioneering fundamental wood is moved away,the molten layer then vaporises to work on ablative pyrolysis reactors was performed by the a product very similar to that derived from fluid bed systems. CNRS laboratories in Nancy,France where extensive basic The pyrolysis front thus moves unidirectionally through research has been carried out onto the relationships between the biomass particle.As the wood is mechanically moved pressure,motion and temperature [27].The National Renew- away,the residual oil film both provides lubrication for able Energy Laboratory (NREL)in Boulder,Colorado developed successive biomass particles and also rapidly evaporates to the ablative vortex reactor,in which the biomass was accel- give pyrolysis vapours for collection in the same way as other erated to supersonic velocities to derive high tangential processes.There is an element of cracking on the hot surface pressures inside a heated cylinder [26].Unreacted particles from the char that is also deposited.The rate of reaction is were recycled and the vapours and char fines left the reactor strongly influenced by pressure of the wood onto the heated axially for collection.Liquid yields of 60-65 wt.%on dry-feed surface;the relative velocity of the wood and the heat basis were typically obtained. exchange surface;and the reactor surface temperature.The Aston University has developed an ablative plate reactor key features of ablative pyrolysis are therefore as follows: [28]in which pressure and motion is derived mechanically obviating the need for a carrier gas.Liquid yields of High pressure of particle on hot reactor wall,achieved by 70-75 wt.%on dry-feed basis are typically obtained.A second- centrifugal force in the NREL,USA,concept,(no longer generation reactor has recently been built and commissioned operational [26))or mechanically at Aston University,UK and has been patented [29](Fig.6). which is described below and at PyTec in Germany; Another configuration is the mechanically driven PyTec High relative motion between particle and reactor wall; process in Germany [30].The company has built and tested Reactor wall temperature less than 600C. a laboratory unit based on hydraulically feeding wood rods onto a rotating electrically heated cone.The liquid collection As reaction rates are not limited by heat transfer through system is analogous to the other systems described above [30]. the biomass particles,larger particles can be used and in A 6 t/d unit has been built in north Germany in 2006 which is principle there is no upper limit to the size that can be pro- undergoing testing and designs are in progress for a 50 t/d unit. cessed.The process,in fact,is limited by the rate of heat supply The liquid is used in an engine for power generation. to the reactor rather than the rate of heat absorption by the pyrolysing biomass,as in other reactors.There is no require- 2.2.5.Other reaction systems ment for inert gas,so the processing equipment is smaller and the reaction system is thus more intensive.In addition the 2.2.5.1.Entrained flow.Entrained flow fast pyrolysis is,in absence of fluidising gas substantially increases the partial principle,a simple technology,but most developments have pressure of the condensable vapours leading to more efficient not been so successful because of the poor heat transfer collection and smaller equipment.However,the process is between a hot gas and a solid particle.High gas flows are surface-area-controlled so scaling is less effective and the required to effect sufficient heat transfer,which requires large reactor is mechanically driven,and is thus more complex. plant sizes and entails difficult liquid collection from the low vapour partial pressure.Liquid yields have usually been lower 2.2.4.1.Char.The char is a fine powder which can be sepa- than fluid bed and CFB systems at 50-55 wt%as in Georgia rated by cyclones and hot vapour filters as for fluid bed reac- Tech Research Institute [31]and Egemin [32]but neither is now tion systems. operational.There is some basic research in this area in China“melt” wood that is in contact with it under pressure. As the wood is moved away, the molten layer then vaporises to a product very similar to that derived from fluid bed systems. The pyrolysis front thus moves unidirectionally through the biomass particle. As the wood is mechanically moved away, the residual oil film both provides lubrication for successive biomass particles and also rapidly evaporates to give pyrolysis vapours for collection in the same way as other processes. There is an element of cracking on the hot surface from the char that is also deposited. The rate of reaction is strongly influenced by pressure of the wood onto the heated surface; the relative velocity of the wood and the heat exchange surface; and the reactor surface temperature. The key features of ablative pyrolysis are therefore as follows: High pressure of particle on hot reactor wall, achieved by centrifugal force in the NREL, USA, concept, (no longer operational [26]) or mechanically at Aston University, UK which is described below and at PyTec in Germany; High relative motion between particle and reactor wall; Reactor wall temperature less than 600 C. As reaction rates are not limited by heat transfer through the biomass particles, larger particles can be used and in principle there is no upper limit to the size that can be processed. The process, in fact, is limited by the rate of heat supply to the reactor rather than the rate of heat absorption by the pyrolysing biomass, as in other reactors. There is no requirement for inert gas, so the processing equipment is smaller and the reaction system is thus more intensive. In addition the absence of fluidising gas substantially increases the partial pressure of the condensable vapours leading to more efficient collection and smaller equipment. However, the process is surface-area-controlled so scaling is less effective and the reactor is mechanically driven, and is thus more complex. 2.2.4.1. Char. The char is a fine powder which can be separated by cyclones and hot vapour filters as for fluid bed reaction systems. 2.2.4.2. Background. Much of the pioneering fundamental work on ablative pyrolysis reactors was performed by the CNRS laboratories in Nancy, France where extensive basic research has been carried out onto the relationships between pressure, motion and temperature [27]. The National Renewable Energy Laboratory (NREL) in Boulder, Colorado developed the ablative vortex reactor, in which the biomass was accelerated to supersonic velocities to derive high tangential pressures inside a heated cylinder [26]. Unreacted particles were recycled and the vapours and char fines left the reactor axially for collection. Liquid yields of 60e65 wt.% on dry-feed basis were typically obtained. Aston University has developed an ablative plate reactor [28] in which pressure and motion is derived mechanically, obviating the need for a carrier gas. Liquid yields of 70e75 wt.% on dry-feed basis are typically obtained. A secondgeneration reactor has recently been built and commissioned and has been patented [29] (Fig. 6). Another configuration is the mechanically driven PyTec process in Germany [30]. The company has built and tested a laboratory unit based on hydraulically feeding wood rods onto a rotating electrically heated cone. The liquid collection system is analogous to the other systems described above [30]. A 6 t/d unit has been built in north Germany in 2006 which is undergoing testing and designs are in progress for a 50 t/d unit. The liquid is used in an engine for power generation. 2.2.5. Other reaction systems 2.2.5.1. Entrained flow. Entrained flow fast pyrolysis is, in principle, a simple technology, but most developments have not been so successful because of the poor heat transfer between a hot gas and a solid particle. High gas flows are required to effect sufficient heat transfer, which requires large plant sizes and entails difficult liquid collection from the low vapour partial pressure. Liquid yields have usually been lower than fluid bed and CFB systems at 50e55 wt.% as in Georgia Tech Research Institute [31] and Egemin [32] but neither is now operational. There is some basic research in this area in China. Fig. 5 e Rotating cone pyrolysis reactor and integrated process. 74 biomass and bioenergy 38 (2012) 68 e9 4���