正在加载图片...
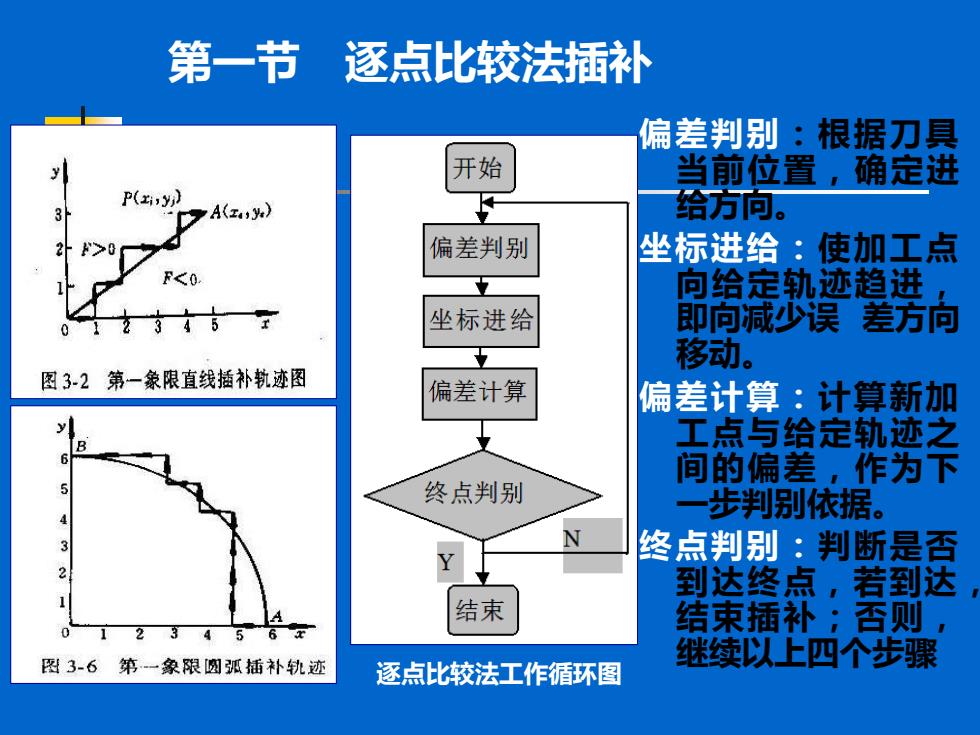
第一节 逐点比较法插补 偏差判别:根据刀具 开始 当前位置,确定进 P(xi,yi) 3 A(zoy) 给方向 >0 偏差判别 坐标进给:使加工点 F<0 向给定轨迹趋进 坐标进给 郎向减少滨差方向 移动。 图3-2第一象限直线插补轨迹图 偏差计算 偏差计算:计算新加 工点与给定轨迹之 间的偏差,作为下 终点判别 步判别依据。 N Y 终点判别:判断是否 2 到达终点, 若到达 结束 0123456x 结束插补;否则 图3-6第一象限圆弧插补轨迹 继续以上四个步骤 逐点比较法工作循环图逐点比较法工作循环图 偏差判别:根据刀具 当前位置,确定进 给方向。 坐标进给:使加工点 向给定轨迹趋进, 即向减少误 差方向 移动。 偏差计算:计算新加 工点与给定轨迹之 间的偏差,作为下 一步判别依据。 终点判别:判断是否 到达终点,若到达, 结束插补;否则, 继续以上四个步骤 第一节 逐点比较法插补