正在加载图片...
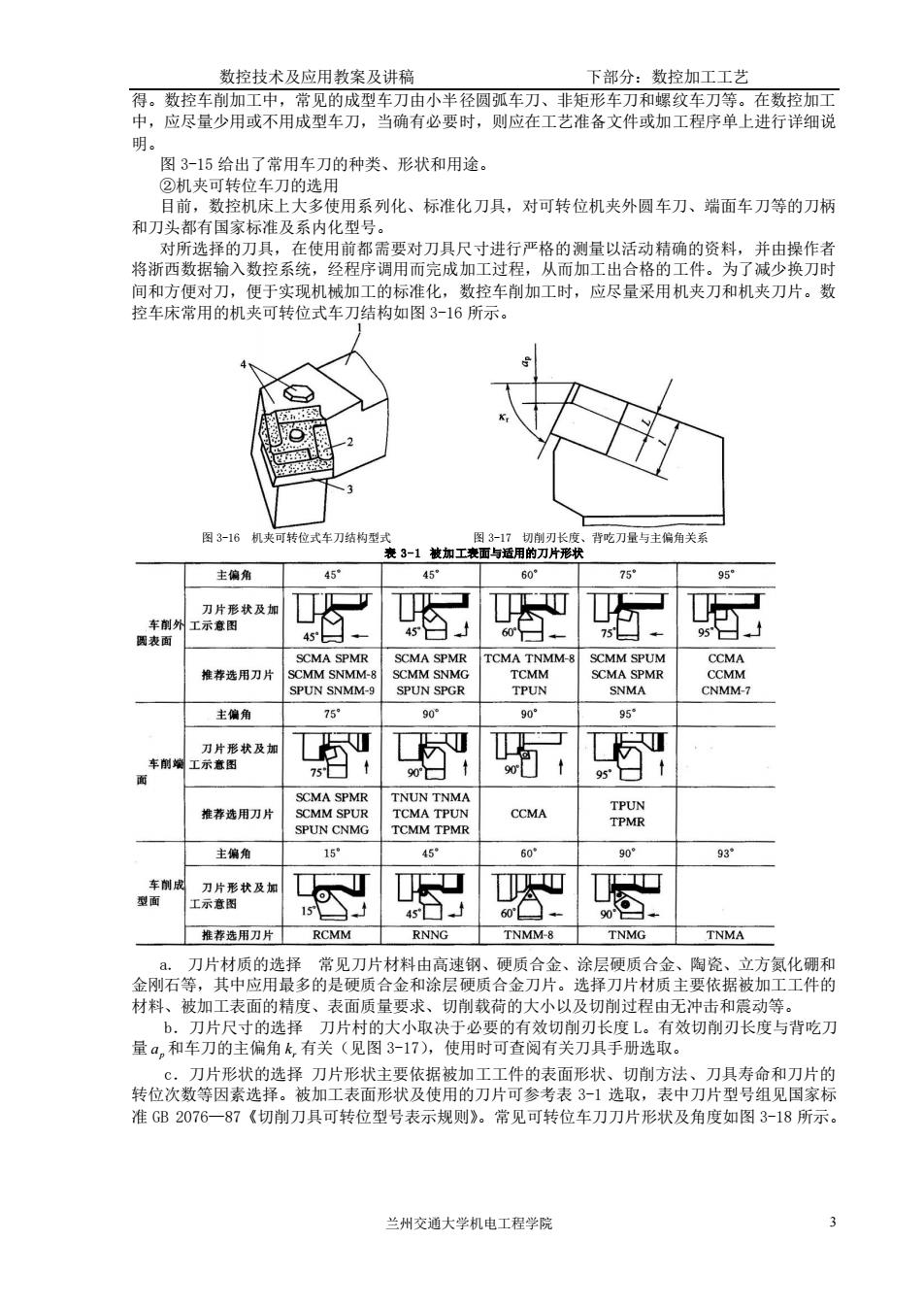
数控技术及应用教案及讲稿 下部分:数控加工工艺 得。数控车削加工中,常见的成型车刀由小半径圆弧车刀小、非矩形车刀和螺纹车刀等。在数控加工 中,应尽量少用或不用成型车刀,当确有必要时,则应在工艺准备文件或加工程序单上进行详细说 明。 图3-15 出了常用车刀的种类、形状和用途。 大格夫卫用系化、标准化刀具,对可转包机夹外车刀、装面车刀等的刀桥 和刀头都有国家标准及系内化型号 对所选择的刀具,在使用前都需要对刀只尺寸进行严格的测量以活动精确的资料,并由操作者 将浙西数据输入数控系统,经程序调用而完成加工过程,从而加工出合格的工件。为了减少换刀时 间和方便对刀,便于实现机械加工的标准化,数控车削加工时,应尽量采用机夹刀和机夹刀片。数 控车床常用的机夹可转位式车刀结构如图3-16所示。 图3-16 夹可转位式车刀结构型】 主偏角 600 荐选用刀片 SCMA SPMR SPUN SNMM-9 SPUN SPGR 主偏角 75* 90 95 5 推荐选用刀片 SCMM SPUR CCMA TCMM TPMR TPu SPUN CNM 主编角 60 98° 5日 6 推荐流用刀片RCMM RNNG TNMM-8 TNMG TNMA 刚石 刀片材质的选择 依势 工件的 材料 的挂 片村的 削 量和车刀的主角有关见图7 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 3 得。数控车削加工中,常见的成型车刀由小半径圆弧车刀、非矩形车刀和螺纹车刀等。在数控加工 中,应尽量少用或不用成型车刀,当确有必要时,则应在工艺准备文件或加工程序单上进行详细说 明。 图 3-15 给出了常用车刀的种类、形状和用途。 ②机夹可转位车刀的选用 目前,数控机床上大多使用系列化、标准化刀具,对可转位机夹外圆车刀、端面车刀等的刀柄 和刀头都有国家标准及系内化型号。 对所选择的刀具,在使用前都需要对刀具尺寸进行严格的测量以活动精确的资料,并由操作者 将浙西数据输入数控系统,经程序调用而完成加工过程,从而加工出合格的工件。为了减少换刀时 间和方便对刀,便于实现机械加工的标准化,数控车削加工时,应尽量采用机夹刀和机夹刀片。数 控车床常用的机夹可转位式车刀结构如图 3-16 所示。 图 3-16 机夹可转位式车刀结构型式 图 3-17 切削刃长度、背吃刀量与主偏角关系 表 3-1 被加工表面与适用的刀片形状 a. 刀片材质的选择 常见刀片材料由高速钢、硬质合金、涂层硬质合金、陶瓷、立方氮化硼和 金刚石等,其中应用最多的是硬质合金和涂层硬质合金刀片。选择刀片材质主要依据被加工工件的 材料、被加工表面的精度、表面质量要求、切削载荷的大小以及切削过程由无冲击和震动等。 b.刀片尺寸的选择 刀片村的大小取决于必要的有效切削刃长度 L。有效切削刃长度与背吃刀 量 p a 和车刀的主偏角 r k 有关(见图 3-17),使用时可查阅有关刀具手册选取。 c.刀片形状的选择 刀片形状主要依据被加工工件的表面形状、切削方法、刀具寿命和刀片的 转位次数等因素选择。被加工表面形状及使用的刀片可参考表 3-1 选取,表中刀片型号组见国家标 准 GB 2076—87《切削刀具可转位型号表示规则》。常见可转位车刀刀片形状及角度如图 3-18 所示