正在加载图片...
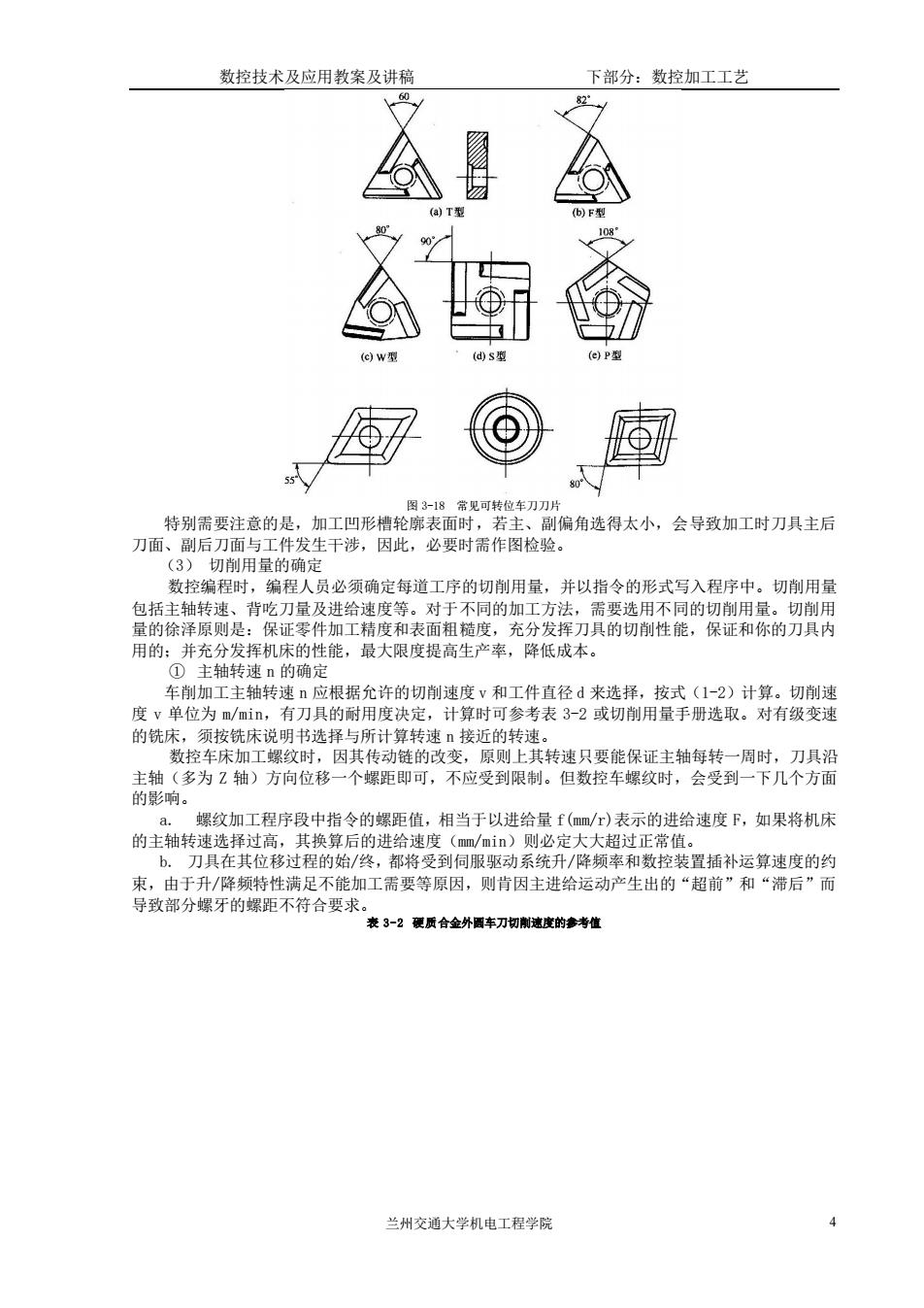
数控技术及应用教案及讲稿 下部分:数控加工工艺 b)F形 te)w重 s型 ()P型 ® 特别需要注查的是,加工四形惜轮常表面卧,著主,时偏角选得太小,会导致加工时刀具主后 刀面、副后刀面与工件发生干涉,因此,必要时需作图检验。 (3)切削用量的确定 数控编程时,编程人员必须确定每道工序的切削用量,并以指令的形式写入程序中。切制用量 包括主轴转速、背吃刀量及进给速度等。对于不同的加工方法,要选用不同的切削用量。切削用 量的徐洋原则 零件加工精度和 用的:。并分发挥 度v单位为m/min,有刀具的耐月 的铣床,须按铣床说明书选择与所计算转速接近的转速】 数控车床加工螺纹时,因其传动链的改变,原则上其转速只要能保证主轴每转一周时,刀具沿 主轴(多为Z轴)方向位移一个螺距即可,不应受到限制。但数控车螺纹时,会受到一下几个方面 的影响。 a。螺纹加工程序段中指令的螺距值,相当于以进给量f(m/r)表示的进给速度下,如果将机床 的生 的始 可夜 表3-2腰质合金外圆车刀切速度的套考值 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 4 图 3-18 常见可转位车刀刀片 特别需要注意的是,加工凹形槽轮廓表面时,若主、副偏角选得太小,会导致加工时刀具主后 刀面、副后刀面与工件发生干涉,因此,必要时需作图检验。 (3) 切削用量的确定 数控编程时,编程人员必须确定每道工序的切削用量,并以指令的形式写入程序中。切削用量 包括主轴转速、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。切削用 量的徐泽原则是:保证零件加工精度和表面粗糙度,充分发挥刀具的切削性能,保证和你的刀具内 用的;并充分发挥机床的性能,最大限度提高生产率,降低成本。 ① 主轴转速 n 的确定 车削加工主轴转速 n 应根据允许的切削速度 v 和工件直径 d 来选择,按式(1-2)计算。切削速 度 v 单位为 m/min,有刀具的耐用度决定,计算时可参考表 3-2 或切削用量手册选取。对有级变速 的铣床,须按铣床说明书选择与所计算转速 n 接近的转速。 数控车床加工螺纹时,因其传动链的改变,原则上其转速只要能保证主轴每转一周时,刀具沿 主轴(多为 Z 轴)方向位移一个螺距即可,不应受到限制。但数控车螺纹时,会受到一下几个方面 的影响。 a. 螺纹加工程序段中指令的螺距值,相当于以进给量 f(mm/r)表示的进给速度 F,如果将机床 的主轴转速选择过高,其换算后的进给速度(mm/min)则必定大大超过正常值。 b. 刀具在其位移过程的始/终,都将受到伺服驱动系统升/降频率和数控装置插补运算速度的约 束,由于升/降频特性满足不能加工需要等原因,则肯因主进给运动产生出的“超前”和“滞后”而 导致部分螺牙的螺距不符合要求。 表 3-2 硬质合金外圆车刀切削速度的参考值