正在加载图片...
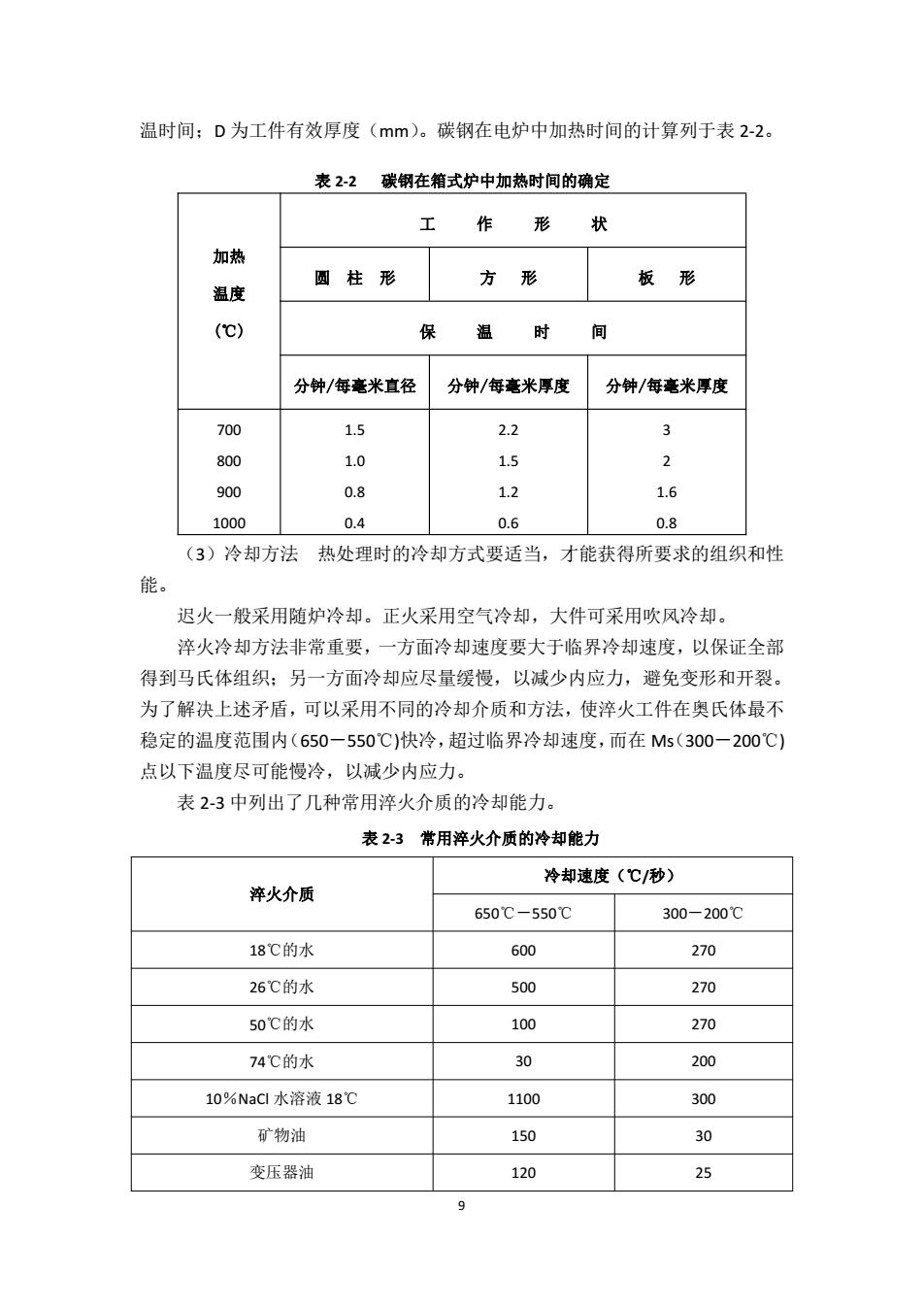
温时间D为工件有效厚度(mm)。碳钢在电炉中加热时间的计算列于表2-2。 表2-2碳钢在箱式炉中加热时间的确定 工作形状 加热 温度 圆柱形 方形 板形 (c) 时 分钟/每毫米直径 分钟/每毫米厚度 分钟/每毫米厚度 700 1.5 2.2 3 800 1.0 1.5 2 900 1.2 1.6 1000 0.4 0.6 0.8 (3)冷却方法热处理时的冷却方式要适当,才能获得所要求的组织和性 能。 迟火一般采用随炉冷却。正火采用空气冷却,大件可采用吹风冷却。 淬火冷却方法非常重要,一方面冷却速度要大于临界冷却速度,以保证全部 得到马氏体组织:另一方面冷却应尽量缓慢,以减少内应力,避免变形和开裂。 为了解决上述矛盾,可以采用不同的冷却介质和方法,使淬火工件在奥氏体最不 稳定的温度范围内(650一550℃)快冷,超过临界冷却速度,而在Ms(300一200℃) 点以下温度尽可能慢冷,以减少内应力。 表2-3中列出了几种常用淬火介质的冷却能力。 表23常用淬火介质的冷却能力 冷却速度(℃/秒) 淬火介质 650℃-550℃ 300-200℃ 18℃的水 600 270 26℃的水 500 270 50C的水 100 270 74℃的水 30 200 10%Nad水溶液18℃ 1100 300 矿物油 150 30 变压器油 120 25 9 温时间;D 为工件有效厚度(mm)。碳钢在电炉中加热时间的计算列于表 2-2。 表 2-2 碳钢在箱式炉中加热时间的确定 加热 温度 (℃) 工 作 形 状 圆 柱 形 方 形 板 形 保 温 时 间 分钟/每毫米直径 分钟/每毫米厚度 分钟/每毫米厚度 700 800 900 1000 1.5 1.0 0.8 0.4 2.2 1.5 1.2 0.6 3 2 1.6 0.8 (3)冷却方法 热处理时的冷却方式要适当,才能获得所要求的组织和性 能。 迟火一般采用随炉冷却。正火采用空气冷却,大件可采用吹风冷却。 淬火冷却方法非常重要,一方面冷却速度要大于临界冷却速度,以保证全部 得到马氏体组织;另一方面冷却应尽量缓慢,以减少内应力,避免变形和开裂。 为了解决上述矛盾,可以采用不同的冷却介质和方法,使淬火工件在奥氏体最不 稳定的温度范围内(650-550℃)快冷,超过临界冷却速度,而在 Ms(300-200℃) 点以下温度尽可能慢冷,以减少内应力。 表 2-3 中列出了几种常用淬火介质的冷却能力。 表 2-3 常用淬火介质的冷却能力 淬火介质 冷却速度(℃/秒) 650℃-550℃ 300-200℃ 18℃的水 600 270 26℃的水 500 270 50℃的水 100 270 74℃的水 30 200 10%NaCl 水溶液 18℃ 1100 300 矿物油 150 30 变压器油 120 25