正在加载图片...
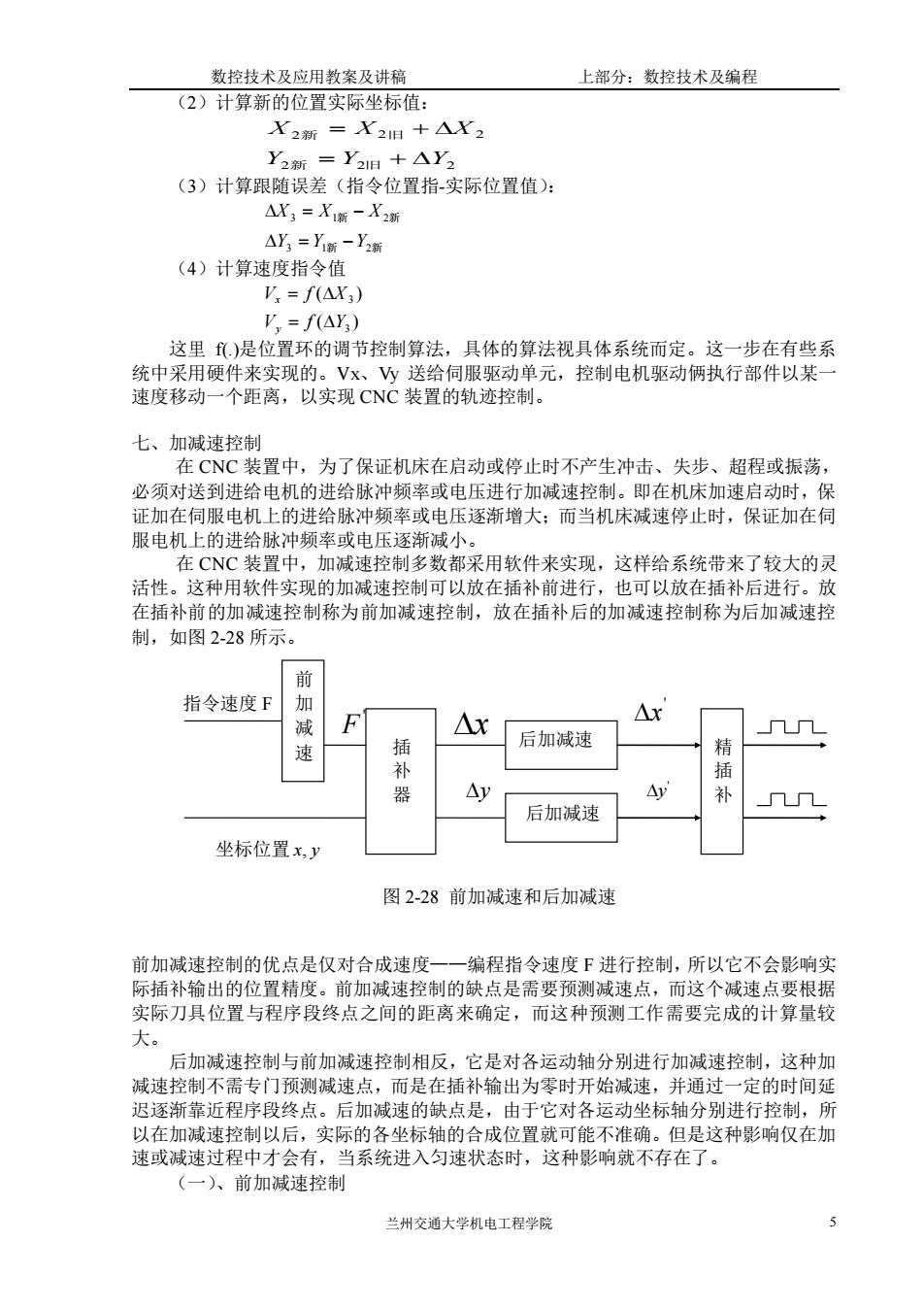
数控技术及应用数案及讲癌 上部分:数控技术及编程 (2)计算新的位置实际坐标值: X2新=X2相+△X2 =Y,+△Y △X3=X题-X2 △Y3=Y-Y (4)计算速度指令值 =f△X) V.=f(AY) 这里)是位置环的调节控制算法,具体的算法视具体系统而定。这一步在有些系 统中采用硬件来实现的 。Vx、送给伺服驱动单元,控制电机驱动俩执行部件以某 速度移动一个距离,以实现CNC装置的轨迹控制。 七、加减速控制 在CNC装置中,为了保证机床在启动或停止时不产生冲击、失步、超程或振荡, 必须对送到进给电机的进给脉冲频率或电压进行加减速控制。即在机床加速启动时,保 证加在伺服电机上的进给脉冲频率或电压逐渐增大而当机床减速停止时,保证加在同 服电机上的进给脉冲频率或电压逐渐减小 在CNC装置中,加减速控制多数都采用软件来实现,这样给系统带来了较大的灵 活性。这种用软件实现的加减速控制可以放在插补前进行,也可以放在插补后进行。放 在插补前的加减速控制称为前加减速控制,放在插补后的加减速控制称为后加减速控 制,如图2-28所示。 指令速度 Ar Ar 咸速 后加减速 插补 器 Ay 后加减速 几几 坐标位置x,y 图2-28前加减速和后加减速 前加诚速控制的优点是仅对合成速度一一编程指令速度F进行控制,所以它不会影响实 际插补输出的位置精度。前加减速控制的缺点是需要预测减速点,而这个减速点要根据 实际刀具位置与程序段终点之间的距离来确定,而这种预测工作需要完成的计算量较 大。 后加减速控制与前加减速控制相反,它是对各运动轴分别进行加减速控制,这种加 减速控制不需专门预测减速点,而是在插补输出为零时开始减速,并通过一定的时间延 迟逐渐靠近程序段终点。后加减速的缺点是,由于它对各运动坐标轴分别进行控制,所 以在加减速控制以后,实际的各坐标轴的合成位置就可能不准确。但是这种影响仅在加 速或减速过程中才会有,当系统进入匀速状态时,这种影响就不存在了。 (一入、前加减速控制 兰州交通大学机电工程学院数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 5 (2)计算新的位置实际坐标值: 2 2 2 2 2 2 Y Y Y X X X = + = + 新 旧 新 旧 (3)计算跟随误差(指令位置指-实际位置值): 新 新 新 新 3 1 2 3 1 2 Y Y Y X X X = − = − (4)计算速度指令值 ( ) ( ) 3 3 V f Y V f X y x = = 这里 f(.)是位置环的调节控制算法,具体的算法视具体系统而定。这一步在有些系 统中采用硬件来实现的。Vx、Vy 送给伺服驱动单元,控制电机驱动俩执行部件以某一 速度移动一个距离,以实现 CNC 装置的轨迹控制。 七、加减速控制 在 CNC 装置中,为了保证机床在启动或停止时不产生冲击、失步、超程或振荡, 必须对送到进给电机的进给脉冲频率或电压进行加减速控制。即在机床加速启动时,保 证加在伺服电机上的进给脉冲频率或电压逐渐增大;而当机床减速停止时,保证加在伺 服电机上的进给脉冲频率或电压逐渐减小。 在 CNC 装置中,加减速控制多数都采用软件来实现,这样给系统带来了较大的灵 活性。这种用软件实现的加减速控制可以放在插补前进行,也可以放在插补后进行。放 在插补前的加减速控制称为前加减速控制,放在插补后的加减速控制称为后加减速控 制,如图 2-28 所示。 前加减速控制的优点是仅对合成速度——编程指令速度 F 进行控制,所以它不会影响实 际插补输出的位置精度。前加减速控制的缺点是需要预测减速点,而这个减速点要根据 实际刀具位置与程序段终点之间的距离来确定,而这种预测工作需要完成的计算量较 大。 后加减速控制与前加减速控制相反,它是对各运动轴分别进行加减速控制,这种加 减速控制不需专门预测减速点,而是在插补输出为零时开始减速,并通过一定的时间延 迟逐渐靠近程序段终点。后加减速的缺点是,由于它对各运动坐标轴分别进行控制,所 以在加减速控制以后,实际的各坐标轴的合成位置就可能不准确。但是这种影响仅在加 速或减速过程中才会有,当系统进入匀速状态时,这种影响就不存在了。 (一)、前加减速控制 图 2-28 前加减速和后加减速 ' x ' y y x ' F 坐标位置 x y, 指令速度 F 前 加 减 速 插 补 器 后加减速 后加减速 精 插 补