正在加载图片...
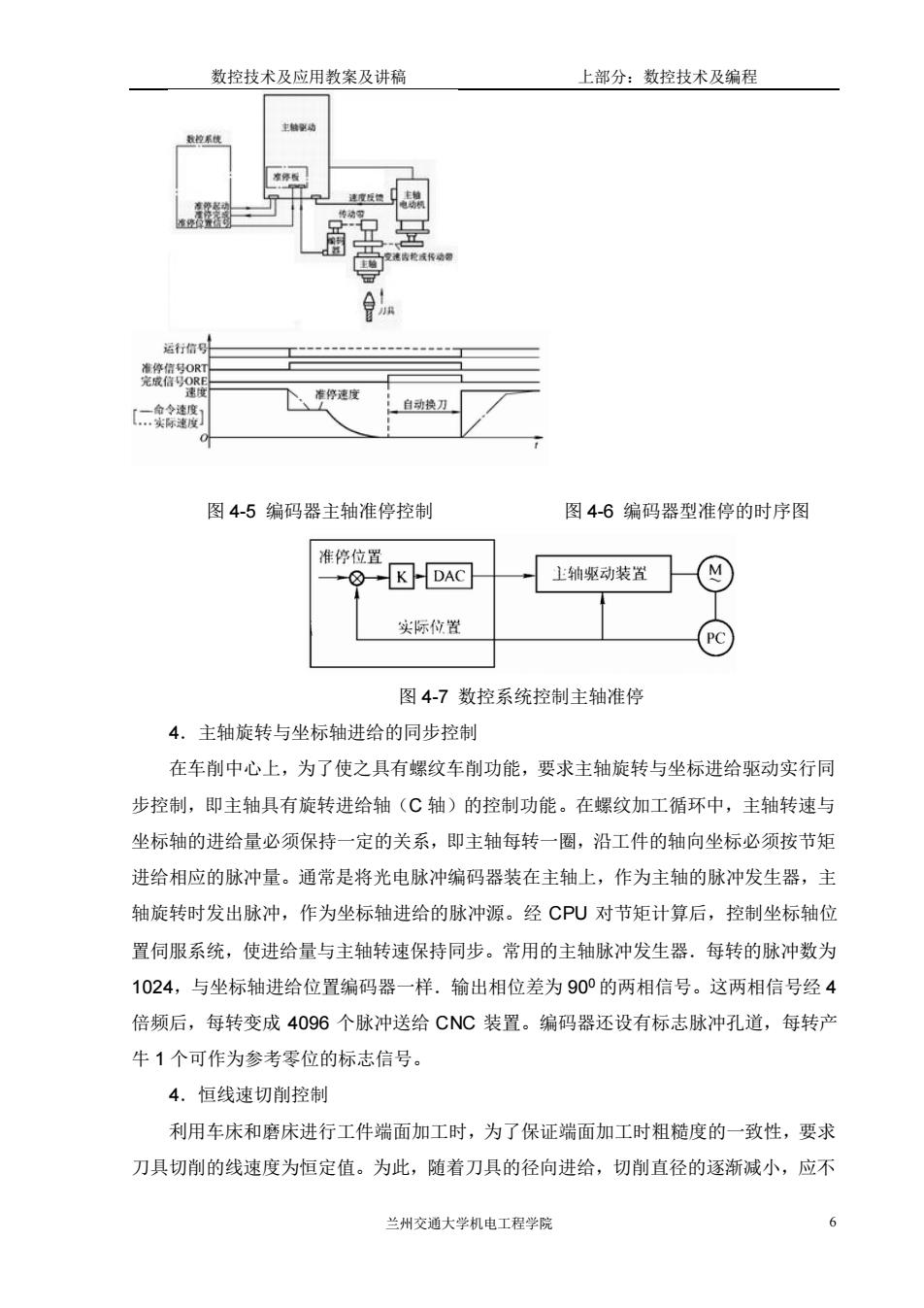
数控技术及应用数案及讲稿 上部分:数控技术及编程 【一建鹰 图4-5编码器主轴准停控制 图4-6编码器型准停的时序图 准停位置 ⑧KDAC 上轴驱动装置 实际位置 PC 图4-7数控系统控制主轴准停 4.主轴旋转与坐标轴进给的同步控制 在车削中心上,为了使之具有螺纹车削功能,要求主轴旋转与坐标进给驱动实行同 步控制,即主轴具有旋转进给轴(C轴)的控制功能。在螺纹加工循环中,主轴转速与 坐标轴的进给量必须保持一定的关系,即主轴每转一圈,沿工件的轴向坐标必须按节矩 进给相应的脉冲量。通常是将光电脉冲编码器装在主轴上,作为主轴的脉冲发生器,主 轴旋转时发出脉冲,作为坐标轴进给的脉冲源。经CPU对节矩计算后,控制坐标轴位 置伺服系统,使进给量与主轴转速保持同步。常用的主轴脉冲发生器。每转的脉冲数为 1024,与坐标轴进给位置编码器一样.输出相位差为90°的两相信号。这两相信号经4 倍频后,每转变成4096个脉冲送给CNC装置。编码器还设有标志脉冲孔道,每转产 牛1个可作为参考零位的标志信号。 4.恒线速切削控制 利用车床和磨床进行工件端面加工时,为了保证端面加工时粗糙度的一致性,要求 刀具切削的线速度为恒定值。为此,随着刀具的径向进给,切削直径的逐渐减小,应不 兰州交通大学机电工程学院 6数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 6 图 4-5 编码器主轴准停控制 图 4-6 编码器型准停的时序图 图 4-7 数控系统控制主轴准停 4.主轴旋转与坐标轴进给的同步控制 在车削中心上,为了使之具有螺纹车削功能,要求主轴旋转与坐标进给驱动实行同 步控制,即主轴具有旋转进给轴(C 轴)的控制功能。在螺纹加工循环中,主轴转速与 坐标轴的进给量必须保持一定的关系,即主轴每转一圈,沿工件的轴向坐标必须按节矩 进给相应的脉冲量。通常是将光电脉冲编码器装在主轴上,作为主轴的脉冲发生器,主 轴旋转时发出脉冲,作为坐标轴进给的脉冲源。经 CPU 对节矩计算后,控制坐标轴位 置伺服系统,使进给量与主轴转速保持同步。常用的主轴脉冲发生器.每转的脉冲数为 1024,与坐标轴进给位置编码器一样.输出相位差为 900 的两相信号。这两相信号经 4 倍频后,每转变成 4096 个脉冲送给 CNC 装置。编码器还设有标志脉冲孔道,每转产 牛 1 个可作为参考零位的标志信号。 4.恒线速切削控制 利用车床和磨床进行工件端面加工时,为了保证端面加工时粗糙度的一致性,要求 刀具切削的线速度为恒定值。为此,随着刀具的径向进给,切削直径的逐渐减小,应不