正在加载图片...
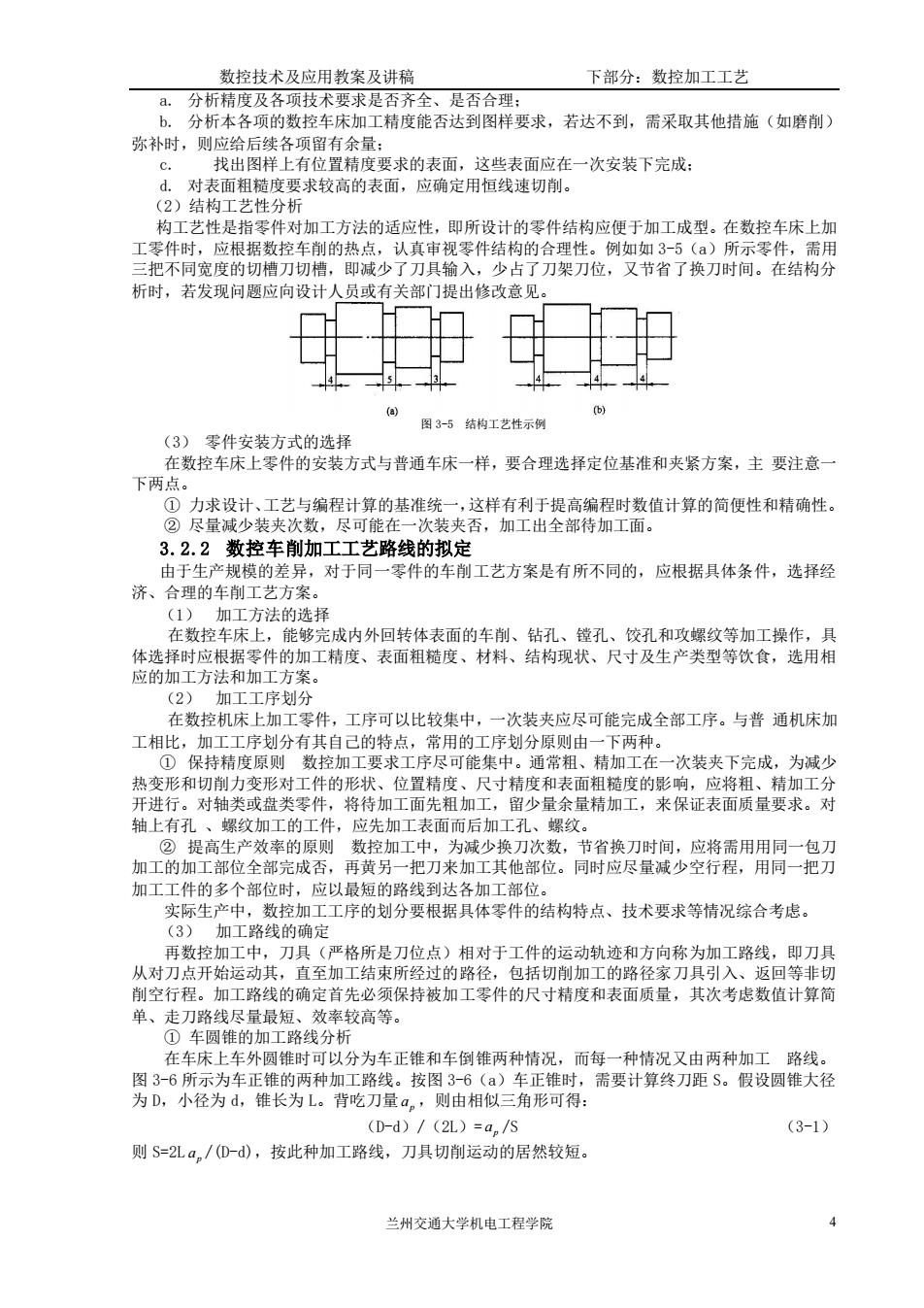
数控技术及应用教案及讲稿 下部分:数控加工工艺 4.分析精度及各项技术要求是否齐全、是否合理: ,分析本各项的数控车床加工精度能否达到图样要求,若达不到,需采取其他措施(如磨削) 弥补时,则应给后续各项留有余量: 找出图样上有位置精度要求的表面,这些表面应在一次安装下完成: 艺性 工零件时 是指黑性对加工方法的适克性即所设计的笔件结枸应使于加工成型、一在数梳生床上加 相据数控车削的热点 析时,若发现问题应向设计人员或有关部门提出修改意见。 4 图3-5结构工艺性示例 (3)零件安装方式的选择 下两,数控车上零件的安装方式与普通车床一样,要合理选择定位基准和夹方案,主要注盒 、工艺与编程计算的基准统 尽可能在 济、合理的车削工艺方案 削工艺方案是有所不同的,应根据具体条件,选择经 11 加工方法的选择 在数控车床上,能够完成内外回转体表面的车削、钻孔、镗孔、饺孔和攻螺纹等加工操作,具 体选择时应根据零件的加工精度、表面粗糙度、材料、结构现状、尺寸及生产类型等饮食,选用相 应的加工方法和加工方案。 (2) 加工工序划分 在数控机床上加工零件,工序可以比较集中, 一次装夹应尽可能完成全部工序。与普通机床加 工相比,加序划分有其自己的特点,常用的工序划分原则由 ”下两种。 数控加 可能集 次装夹下完成 为减少 寸 度和表面粗糙度的 水保证表 轴上有孔 ②提高生产效率的原则 数控加T中, 为减小刀次数节省换刀时间 应将需用用同一包刀 加工的加工部位全部完成香,再黄另一把刀来加工其他部位。同时应尽量减少空行 程。用同一把刀 加工工件的多个部位时,应以最短的路线到达各加工部位」 实际生产中,数控加工工序的划分要根据具体零件的结构特点、技术要求等情况综合考虑。 (3) 加工路线的确定 再数控 加工中,刀具(严格所是刀位点)相对于工件的运动轨迹和方向称为加工路线,即刀具 经过的路稻 家刀具引入 的确定首先必 取为 教高等 在车床 图36所示为车正的两种加工路线。按图36(a)车正推时,需要计算终刀距S。假设圆维大径 为D,小径为d,锥长为L。背吃刀量a。,则由相似三角形可得: D-d)/(2 (3-1) 则S=2La。/①-),按此种加工路线,刀具切削运动的居然较短。 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 4 a. 分析精度及各项技术要求是否齐全、是否合理; b. 分析本各项的数控车床加工精度能否达到图样要求,若达不到,需采取其他措施(如磨削) 弥补时,则应给后续各项留有余量; c. 找出图样上有位置精度要求的表面,这些表面应在一次安装下完成; d. 对表面粗糙度要求较高的表面,应确定用恒线速切削。 (2)结构工艺性分析 构工艺性是指零件对加工方法的适应性,即所设计的零件结构应便于加工成型。在数控车床上加 工零件时,应根据数控车削的热点,认真审视零件结构的合理性。例如如 3-5(a)所示零件,需用 三把不同宽度的切槽刀切槽,即减少了刀具输入,少占了刀架刀位,又节省了换刀时间。在结构分 析时,若发现问题应向设计人员或有关部门提出修改意见。 图 3-5 结构工艺性示例 (3) 零件安装方式的选择 在数控车床上零件的安装方式与普通车床一样,要合理选择定位基准和夹紧方案,主 要注意一 下两点。 ① 力求设计、工艺与编程计算的基准统一,这样有利于提高编程时数值计算的简便性和精确性。 ② 尽量减少装夹次数,尽可能在一次装夹否,加工出全部待加工面。 3.2.2 数控车削加工工艺路线的拟定 由于生产规模的差异,对于同一零件的车削工艺方案是有所不同的,应根据具体条件,选择经 济、合理的车削工艺方案。 (1) 加工方法的选择 在数控车床上,能够完成内外回转体表面的车削、钻孔、镗孔、饺孔和攻螺纹等加工操作,具 体选择时应根据零件的加工精度、表面粗糙度、材料、结构现状、尺寸及生产类型等饮食,选用相 应的加工方法和加工方案。 (2) 加工工序划分 在数控机床上加工零件,工序可以比较集中,一次装夹应尽可能完成全部工序。与普 通机床加 工相比,加工工序划分有其自己的特点,常用的工序划分原则由一下两种。 ① 保持精度原则 数控加工要求工序尽可能集中。通常粗、精加工在一次装夹下完成,为减少 热变形和切削力变形对工件的形状、位置精度、尺寸精度和表面粗糙度的影响,应将粗、精加工分 开进行。对轴类或盘类零件,将待加工面先粗加工,留少量余量精加工,来保证表面质量要求。对 轴上有孔 、螺纹加工的工件,应先加工表面而后加工孔、螺纹。 ② 提高生产效率的原则 数控加工中,为减少换刀次数,节省换刀时间,应将需用用同一包刀 加工的加工部位全部完成否,再黄另一把刀来加工其他部位。同时应尽量减少空行程,用同一把刀 加工工件的多个部位时,应以最短的路线到达各加工部位。 实际生产中,数控加工工序的划分要根据具体零件的结构特点、技术要求等情况综合考虑。 (3) 加工路线的确定 再数控加工中,刀具(严格所是刀位点)相对于工件的运动轨迹和方向称为加工路线,即刀具 从对刀点开始运动其,直至加工结束所经过的路径,包括切削加工的路径家刀具引入、返回等非切 削空行程。加工路线的确定首先必须保持被加工零件的尺寸精度和表面质量,其次考虑数值计算简 单、走刀路线尽量最短、效率较高等。 ① 车圆锥的加工路线分析 在车床上车外圆锥时可以分为车正锥和车倒锥两种情况,而每一种情况又由两种加工 路线。 图 3-6 所示为车正锥的两种加工路线。按图 3-6(a)车正锥时,需要计算终刀距 S。假设圆锥大径 为 D,小径为 d,锥长为 L。背吃刀量 p a ,则由相似三角形可得: (D-d)/(2L)= p a /S (3-1) 则 S=2L p a /(D-d),按此种加工路线,刀具切削运动的居然较短