正在加载图片...
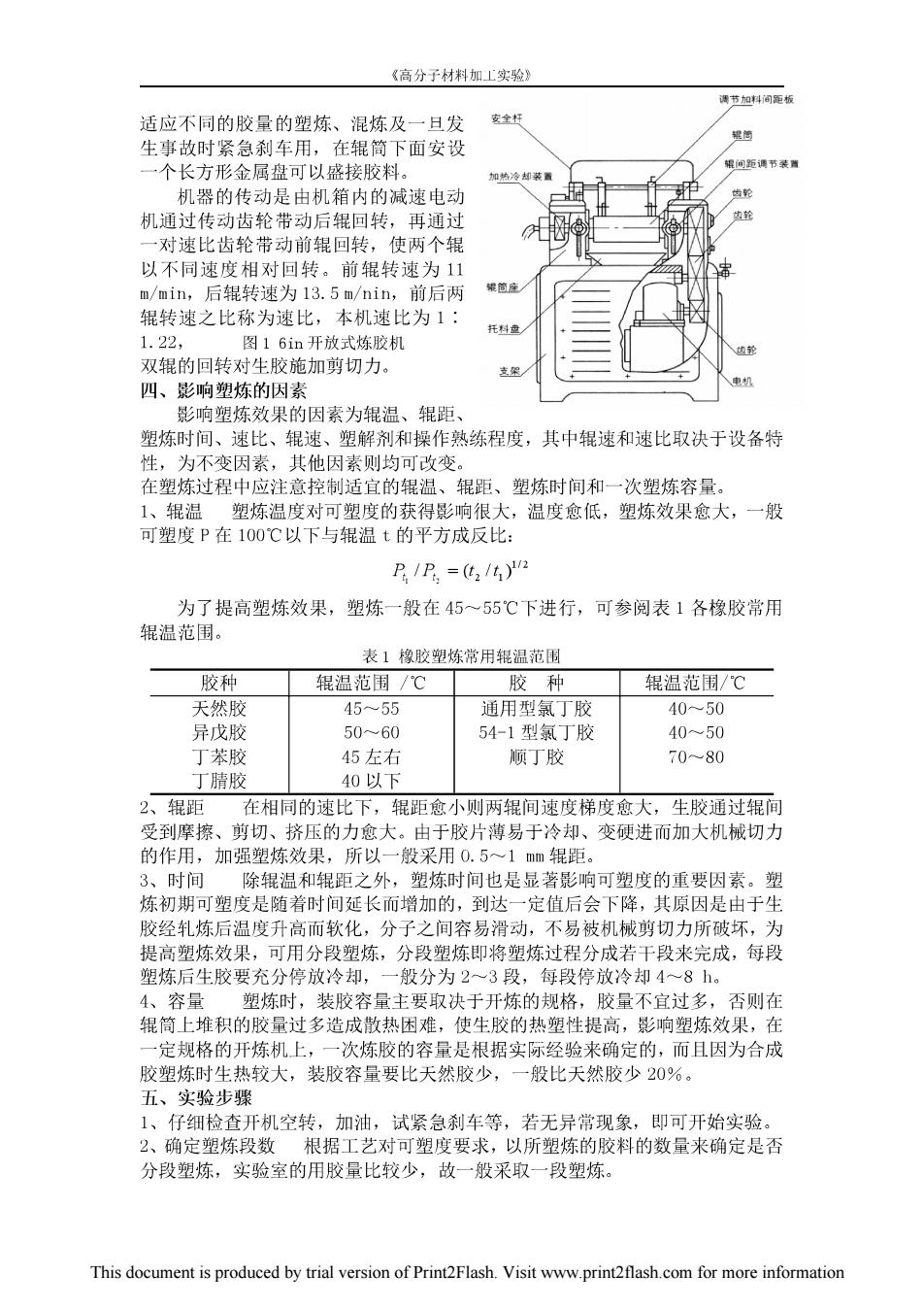
《高分子材料加上实验》 调节加料间距板 适应不同的胶量的塑炼、混炼及一旦发 安全杆 起简 生事故时紧急刹车用,在辊筒下面安设 一个长方形金属盘可以盛接胶料。 银间距调节装置 加热冷却装置 机器的传动是由机箱内的减速电动 齿轮 机通过传动齿轮带动后辊回转,再通过 轮 一对速比齿轮带动前辊回转,使两个辊 以不同速度相对回转。前辊转速为11 m/min,后辊转速为13.5m/nin,前后两 银简座 辊转速之比称为速比,本机速比为1: 托料 1.22, 图16in开放式炼胶机 双辊的回转对生胶施加剪切力。 四、影响塑炼的因素 影响塑炼效果的因素为辊温、辊距、 塑炼时间、速比、辊速、塑解剂和操作熟练程度,其中辊速和速比取决于设备特 性,为不变因素,其他因素则均可改变。 在塑炼过程中应注意控制适宜的辊温、辊距、塑炼时间和一次塑炼容量。 1、辊温塑炼温度对可塑度的获得影响很大,温度愈低,塑炼效果愈大,一般 可塑度P在100℃以下与辊温t的平方成反比: P/P=21t)2 为了提高塑炼效果,塑炼一般在45~55℃下进行,可参阅表1各橡胶常用 辊温范围。 表1橡胶塑炼常用辊温范围 胶种 辊温范围/℃ 胶种 辊温范围/℃ 天然胶 45-55 通用型氯丁胶 40~50 异戊胶 50~60 54-1型氯丁胶 40~50 丁苯胶 45左右 顺丁胶 70~80 丁腈胶 40以下 2、绲距 在相同的速比下,辊距愈小则两辊间速度梯度愈大,生胶通过辊间 受到摩擦、剪切、挤压的力愈大。由于胶片薄易于冷却、变硬进而加大机械切力 的作用,加强塑炼效果,所以一般采用0.5~1mm辊距。 3、时间 除辊温和辊距之外,塑炼时间也是显著影响可塑度的重要因素。塑 炼初期可塑度是随着时间延长而增加的,到达一定值后会下降,其原因是由于生 胶经轧炼后温度升高而软化,分子之间容易滑动,不易被机械剪切力所破坏,为 提高塑炼效果,可用分段塑炼,分段塑炼即将塑炼过程分成若干段来完成,每段 塑炼后生胶要充分停放冷却,一般分为2~3段,每段停放冷却4~8。 4、容量 塑炼时,装胶容量主要取决于开炼的规格,胶量不宜过多,否则在 辊筒上堆积的胶量过多造成散热困难,使生胶的热塑性提高,影响塑炼效果,在 一定规格的开炼机上,一次炼胶的容量是根据实际经验来确定的,而且因为合成 胶塑炼时生热较大,装胶容量要比天然胶少,一般比天然胶少20%。 五、实验步骤 1、仔细检查开机空转,加油,试紧急刹车等,若无异常现象,即可开始实验。 2、确定塑炼段数根据工艺对可塑度要求,以所塑炼的胶料的数量来确定是否 分段塑炼,实验室的用胶量比较少,故一般采取一段塑炼。 This document is produced by trial version of Print2Flash.Visit www.print2flash.com for more information