正在加载图片...
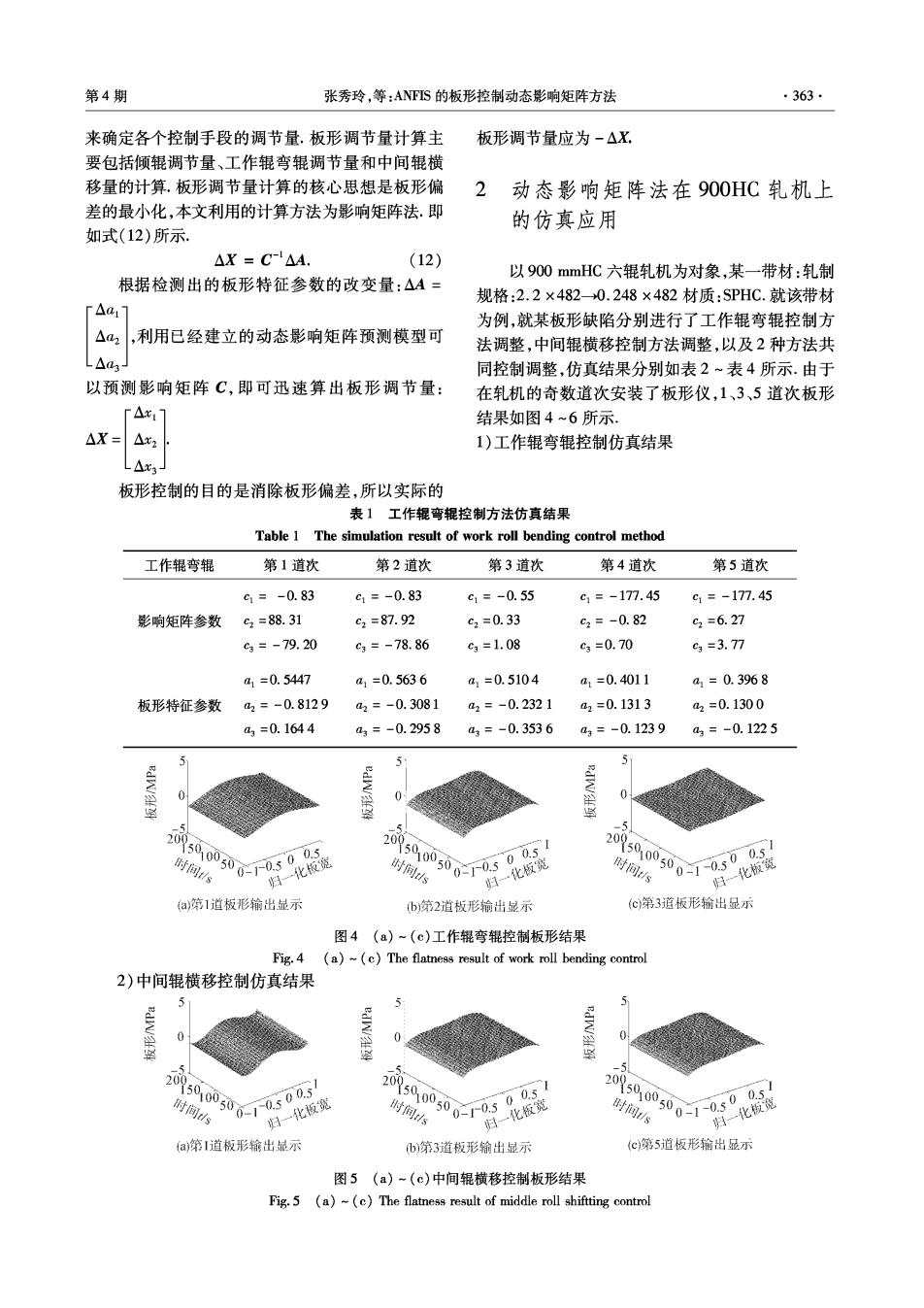
第4期 张秀玲,等:ANFIS的板形控制动态影响矩阵方法 ·363· 来确定各个控制手段的调节量.板形调节量计算主 板形调节量应为-△X, 要包括倾辊调节量、工作辊弯辊调节量和中间辊横 移量的计算,板形调节量计算的核心思想是板形偏 2 动态影响矩阵法在900HC轧机上 差的最小化,本文利用的计算方法为影响矩阵法.即 的仿真应用 如式(12)所示. △X=C-△A. (12) 以900mmHC六辊轧机为对象,某一带材:轧制 根据检测出的板形特征参数的改变量:△A= 规格:2.2×4820.248×482材质:SPHC.就该带材 △a1 为例,就某板形缺陷分别进行了工作辊弯辊控制方 △a2 ,利用已经建立的动态影响矩阵预测模型可 法调整,中间辊横移控制方法调整,以及2种方法共 .△3 同控制调整,仿真结果分别如表2~表4所示.由于 以预测影响矩阵C,即可迅速算出板形调节量: 在轧机的奇数道次安装了板形仪,1、3、5道次板形 △x1 结果如图4~6所示。 △X= △x2 1)工作辊弯辊控制仿真结果 L△x3 板形控制的目的是消除板形偏差,所以实际的 表1工作辊弯辊控制方法仿真结果 Table 1 The simulation result of work roll bending control method 工作辊弯辊 第1道次 第2道次 第3道次 第4道次 第5道次 C=-0.83 c1=-0.83 c1=-0.55 c1=-177.45 c1=-177.45 影响矩阵参数 c2=88.31 c2=87.92 c2=0.33 c2=-0.82 c2=6.27 c3=-79.20 c3=-78.86 c3=1.08 c3=0.70 c3=3.77 a1=0.5447 a1=0.5636 a1=0.5104 a1=0.4011 a1=0.3968 板形特征参数 a2=-0.8129 42=-0.3081 a2=-0.2321 a2=0.1313 42=0.1300 a3=0.1644 a3=-0.2958 a3=-0.3536 a3=-0.1239 a4=-0.1225 5 0 0050005 时间s 00.500.5 归…化板宽 200500050 时间s 0500.5 妇一化板宽 09500500-1-05D057 时间ts 归一化板宽 a筑1道板形输出显示 b筛2道板形输出显示 (C第3道板形输出显示 图4(a)~(c)工作辊弯辊控制板形结果 Fig.4 (a)~(c)The flatness result of work roll bending control 2)中间辊横移控制仿真结果 205000500-10300.51 时间ts 妇一化板宽 500050 时间s 10.50051 织一化板宽 2050100500--0.5005 时间s 归…化板宽 (a第1道板形输出显示 b)第3道板形输出显示 (c第5道板形输出显示 图5(a)~(c)中间辊横移控制板形结果 Fig.5 (a)~(c)The flatness result of middle roll shiftting control