正在加载图片...
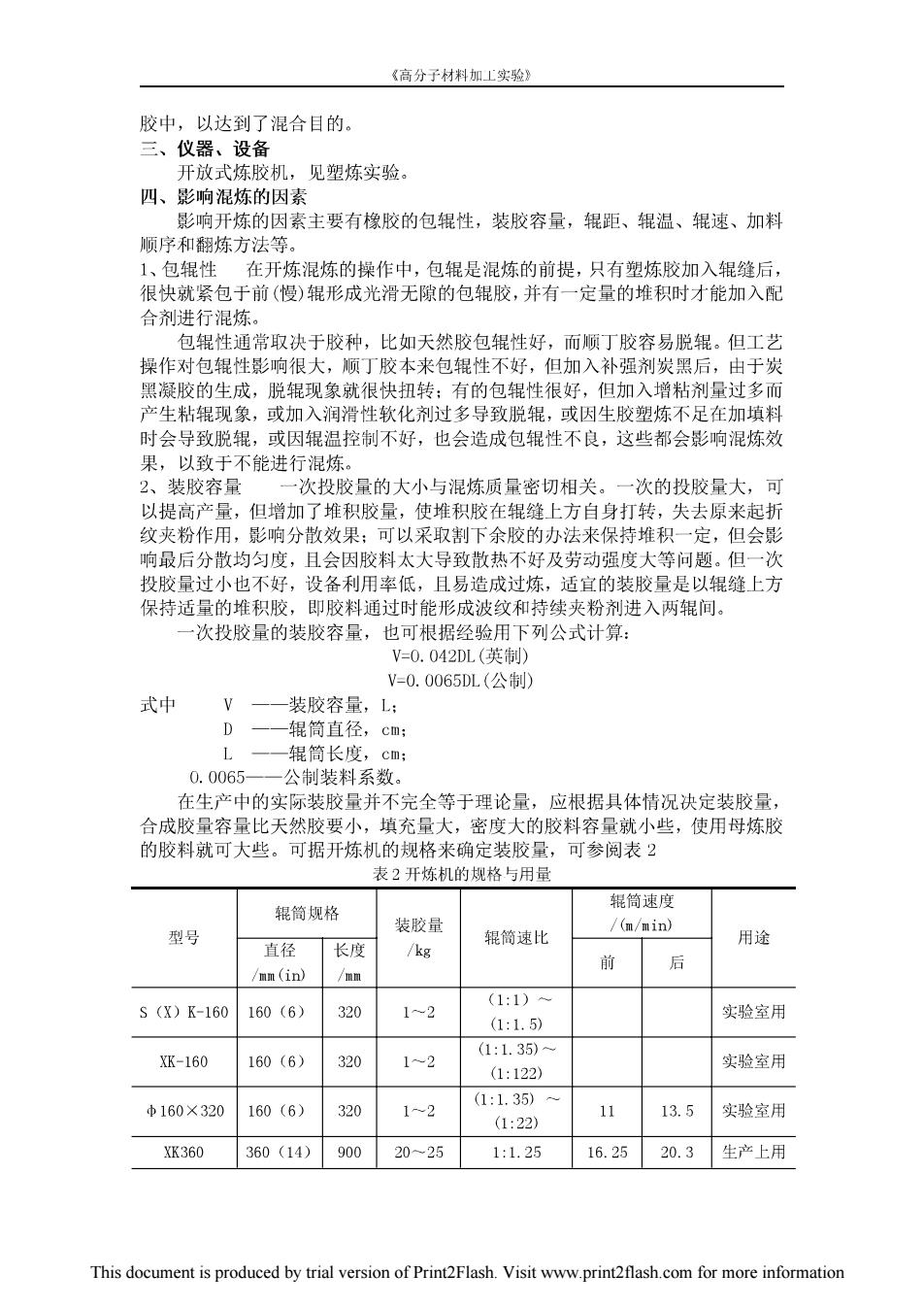
《高分子材料加上实验》 胶中,以达到了混合目的。 三、仪器、设备 开放式炼胶机,见塑炼实验。 四、影响混炼的因素 影响开炼的因素主要有橡胶的包辊性,装胶容量,辊距、辊温、辊速、加料 顺序和翻炼方法等。 1、包辊性在开炼混炼的操作中,包辊是混炼的前提,只有塑炼胶加入辊缝后, 很快就紧包于前(慢)辊形成光滑无隙的包辊胶,并有一定量的堆积时才能加入配 合剂进行混炼。 包辊性通常取决于胶种,比如天然胶包辊性好,而顺丁胶容易脱辊。但工艺 操作对包辊性影响很大,顺丁胶本来包辊性不好,但加入补强剂炭黑后,由于炭 黑凝胶的生成,脱辊现象就很快扭转:有的包辊性很好,但加入增粘剂量过多而 产生粘辊现象,或加入润滑性软化剂过多导致脱辊,或因生胶塑炼不足在加填料 时会导致脱辊,或因辊温控制不好,也会造成包辊性不良,这些都会影响混炼效 果,以致于不能进行混炼。 2、装胶容量 一次投胶量的大小与混炼质量密切相关。一次的投胶量大,可 以提高产量,但增加了堆积胶量,使堆积胶在辊缝上方自身打转,失去原来起折 纹夹粉作用,影响分散效果;可以采取割下余胶的办法来保持堆积一定,但会影 响最后分散均匀度,且会因胶料太大导致散热不好及劳动强度大等问题。但一次 投胶量过小也不好,设备利用率低,且易造成过炼,适宜的装胶量是以辊缝上方 保持适量的堆积胶,即胶料通过时能形成波纹和持续夹粉剂进入两辊间。 次投胶量的装胶容量,也可根据经验用下列公式计算: V=0.042DL(英制) V=0.0065DL(公制) 式中 一一装胶容量,L: D 辊筒直径,cm: L 辊筒长度,cm; 0.0065- 公制装料系数。 在生产中的实际装胶量并不完全等于理论量,应根据具体情况决定装胶量, 合成胶量容量比天然胶要小,填充量大,密度大的胶料容量就小些,使用母炼胶 的胶料就可大些。可据开炼机的规格来确定装胶量, 可参阅表2 表2开炼机的规格与用量 辊筒速度 辊筒规格 型号 装胶量 (m/min) 辊筒速比 用途 直径 长度 /kg 前 后 /mm (in) /mm S(X)K-160 160(6) 320 (1:1) 1-2 实验室用 (1:1.5) (1:1.35)~ XK-160 160 (6) 320 12 实验室用 (1:122) (1:1.35) 中160×320 160(6) 320 1~2 11 13.5 实验室用 (1:22) XK360 360(14) 900 20-25 1:1.25 16.25 20.3 生产上用 This document is produced by trial version of Print2Flash.Visit www.print2flash.com for more information