正在加载图片...
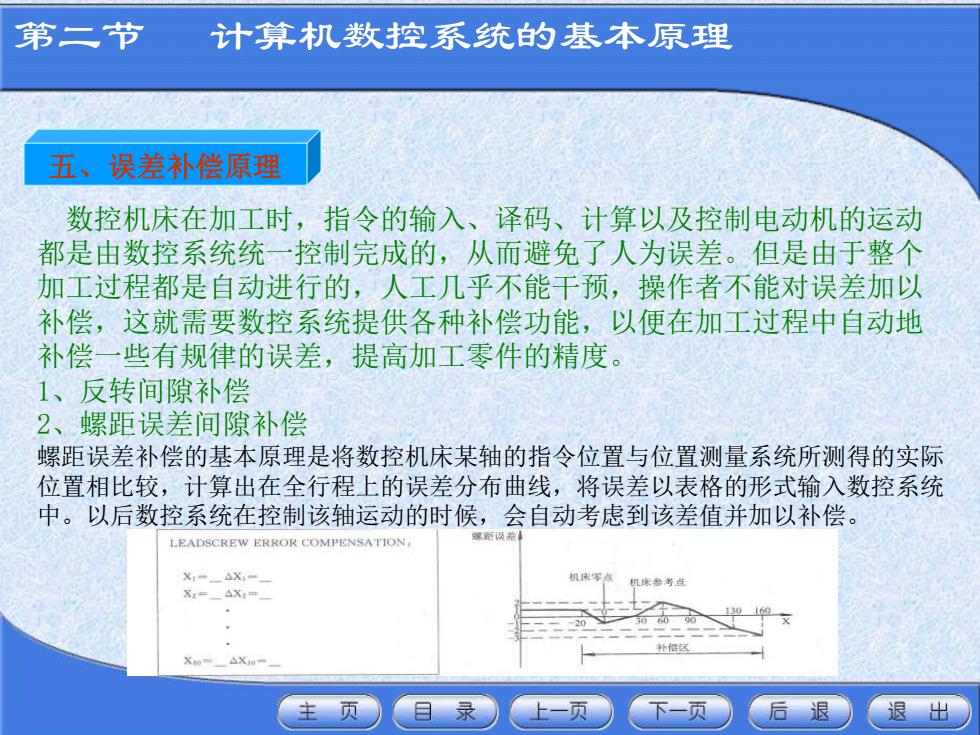
第二节 计算机数控系统的基本原理 五、误差补偿原理 数控机床在加工时,指令的输入、译码、计算以及控制电动机的运动 都是由数控系统统一控制完成的,从而避免了人为误差。但是由于整个 加工过程都是自动进行的,人工几乎不能干预,操作者不能对误差加以 补偿,这就需要数控系统提供各种补偿功能,以便在加工过程中自动地 补偿一些有规律的误差,提高加工零件的精度。 1、反转间隙补偿 2、螺距误差间隙补偿 螺距误差补偿的基本原理是将数控机床某轴的指令位置与位置测量系统所测得的实际 位置相比较,计算出在全行程上的误差分布曲线,将误差以表格的形式输入数控系统 中。以后数控系统在控制该轴运动的时候,会自动考虑到该差值并加以补偿。 LEADSCREW ERROR COMPENSATION Xi-AX- 机休参考点 X=_△X= 主页 目录 一页 下一页 后退 退出 第二节 计算机数控系统的基本原理 五、误差补偿原理 数控机床在加工时,指令的输入、译码、计算以及控制电动机的运动 都是由数控系统统一控制完成的,从而避免了人为误差。但是由于整个 加工过程都是自动进行的,人工几乎不能干预,操作者不能对误差加以 补偿,这就需要数控系统提供各种补偿功能,以便在加工过程中自动地 补偿一些有规律的误差,提高加工零件的精度。 1、反转间隙补偿 2、螺距误差间隙补偿 螺距误差补偿的基本原理是将数控机床某轴的指令位置与位置测量系统所测得的实际 位置相比较,计算出在全行程上的误差分布曲线,将误差以表格的形式输入数控系统 中。以后数控系统在控制该轴运动的时候,会自动考虑到该差值并加以补偿