
试卷代号:3602 座位号■■ 中央广播电视大学2013一2014学年度第一学期“开放专科”期末考试 冲压工艺与模具设计试题 2014年1月 题 多 三 四 总 分 分 数 得分 评卷人 一、选择题(从所给的四个选项中,找出你认为是正确的答案,将其编 号填入括号内。每小题3分,共30分)】 1.冷冲压是先进的金属加工方法之一,冷冲压工艺有以下特点,不正确的是()。 A.尺寸稳定、互换性好 B.操作简单,劳动强度低 C.材料利用率高 D.生产周期短、成本低 2.生产中所采用的冷冲压工艺方法也是多种多样的,概括起来,大致可分为( )两大类。 A.分离工序和成形工序 B.落料工序和拉深工序 C.冲孔工序和成形工序 D.分离工序和胀形工序 3.冲压设备一般可分为机械压力机、电磁压力机、气动压力机和液压机四大类。常用是 ()两大类。 A.机械压力机、电磁压力机 B.机械压力机和气动压力机 C.电磁压力机和气动压力机 D.机械压力机和液压机 4.冲裁间隙对模具寿命的影响( )。 A.间隙越小,模具作用的压应力越小,磨损越小,寿命越高 B.间隙太大时,板料的弯曲拉伸相应减小,使模具刃口处的正压力减小 C.间隙越小,模具作用的压应力越大,磨损越严重,寿命越低 D.间隙过大或过小,对模具的寿命影响不大 5.采用模具标准件,不仅可以有效 模具质量,而且可以 模具生产成本 并大大 模具生产周期。() A.提高、降低、延长 B.提高、降低、缩短 C.提高、提高、缩短 D.降低、降低、缩短 3268
试卷代号 3 6 座位号 中央广播电视大学 4学年度第一学期"开放专科"期未考试 ;中压工艺与模具设计试题 2014 年1 B. D. 机械压 模具生产成本 B. 缩短 D. 降低 一、选择题{从所锚的四个选项中,找出你认为是正确的答嚣,将其编 号填入括号内。每小题 3分,共 0分} 1.冷冲压是先进的金属加工方法之一,冷冲压工艺有以下特点,不正确的是( )。 A. 尺寸 换性好B. 作简 动强 C. 利用 高D.生产 期短 本低 2. 生产 所采 压工 法也是 种多 概括起来 )两大类。 A. 离工序 形工序B. 工序 C. 形工序D. 序和 工序 3. 压设 压机 ( )两大类。 A. 机械 C. 4. )。 A.间隙越小,模具作用的压应力越小,磨损越小,寿命越高 B. 大时 板料 伸相应减 C. 模具作用 越大 越低 D. 过小 命影 5. 有效 模具质量 井大大一一一一-模具生产周期。( ) A. C. |题号|一|二|三|四|总分| |分数 I I I I I |得分|评卷人| I I I 3268
6.常用的降低冲裁力方法中不包括( )。 A.阶梯凸模冲裁 B.减小冲裁间隙 C.斜刃冲裁 D.加热冲裁 7.冲裁排样按照材料经济利用程度来分是()。 A.废料排样、少废料排样和无废料排样B.废料排样、直排法、斜排法 C.直排法、斜排法、对排法 D.混合排法、多排法和冲裁搭边法 8.拉深件材料厚度变薄较严重的部位在( )。 A.底部 B.靠近简底部的圆角部位 C.筒壁中间部位 D.靠近筒顶部的圆角部位 9.回弹的控制措施不包括()。 A.从工件设计上采取措施 B.采用延长冲压时间 C.从模具结构上采取措施 D.从工艺上采取措施 10.冲压件的工艺性指( )。 A.零件的冲压加工过程 B.采用冲压加工的难易程度和经济性 C.冲压加工质量 D.冲压件质量 得 分 评卷人 二、判断题(正确的在括号内画/,否则画×,每小题2分,共20分) 11.冲裁模的间隙越大,冲裁力就越大。() 12.导板式冲裁模适用于冲裁行程不大于导板厚度的冲裁。() 13.冷冲模的装配顺序一般是从上到下进行的。() 14.拉深件材料厚度变薄较严重的部位在靠近简底部的圆角部位。() 15.冲裁模的凹模硬度一般与凸模硬度无关。() 16.模具技术已成为衡量一个国家产品制造水平的重要标志之一。() 17.冲压工艺适用于单件、小批量以及批量生产。() 18.若冲裁的目的是为获取有一定外形轮廓和尺寸的冲落部分,则称为冲孔工序。() 19.冲裁断面分为四个区域塌角带、光亮带、断裂带、毛刺。() 20.弯曲件弯曲半径不宜小于最小弯曲半径,否则会造成变形区外层材料的破裂。 () 3269
6. 包括 )。 A. c. 7. 排样按 利用程度来分 A.废料排样、少废料排样和无废料排样 c. 直排法 斜排法 8. 拉深件 料厚 较严 A. c. 筒壁 部位 9. )。 A.从工件设计上采取措施 c. 构上采取措施 10. 压件 工艺 )。 A. 过程 c. 质量 得分|评卷人 B. D. B. 料排 排法 D. 混合 排法 裁搭边法 B. 的 圆 角 D. 靠近筒顶部 的 圆 角 B. 延长 D. 艺上采取 B. 加工 济性 D. 压件 二、判断题(iE确的在括号内画 .J .否则画 .每小题 2分,共 0分} 1. 裁模 越大 就越 ) 12. 板式 用于 裁行程 于导板厚 ) 13. 装配顺 一般是 ) 14. 深件 薄较 部位在靠近筒底部 部位 ) 15. 的 凹 模硬 一般 ) 16. 技术 造水 要标 ) 17. 压工艺 及批量生产 ) 18. 为获 一定外形 尺寸 落部 孔工序 ) 19. 亮带 断裂带 毛刺 ) 20. 径不 小于最小 半径 造成 层材 ( ) 3269
得分 评卷人 三、简答题(每小题10分,共30分) 21.简述典型冲裁模具的工作零件,并说明其功能。 22.简述冲裁间隙与材料厚度和塑性的关系。 23.分别简述形状简单、批量小的凸、凹模和形状复杂、批量大的凸、凹模两种情况下模具 工作零件常用材料,并说明热处理状况。 得 分 评卷人 四、综合题(20分) 24.依据图1所示零件简图计算出落料的凸模、凹模工作部分的尺寸,试画出冲裁简易模 具结构草图。已知材料为Q235钢,材料厚度:3mm,Zmin=0.46mm,Zmax=0.64mm,制造 公差为6a=十0.03mm6。=-0.02mm,磨损系数x=0.5。 80-8.14 图1冲压件图 3270
得分!评卷人 三、简答题{每小题 0分,共 0分} 1. 模具 功能 22. 材料 23. 分别 批量小 状复 批量大 两种 况下 工作零件常用材料,并说明热处理状况。 !得分|评卷人 四、综合题 2 0 24. 依据 图l 所示 具结构草图。已知材料为 5钢,材料厚度 mm 46mm.Zmax=0. 64mm. 公差为 03mmap=-0. 02mm.磨损 数χ=0.5 1冲压件图 3270
试卷代号:3602 中央广播电视大学2013一2014学年度第一学期“开放专科”期末考试 冲压工艺与模具设计 试题答案及评分标准 (供参考) 2014年1月 一、选择题(从所给的四个选项中,找出你认为是正确的答案,将其编号填入括号内。每小题3 分,共30分】 1.D 2.A 3.D 4.C 5.B 6.B 7.A 8.B 9.B 10.B 二、判断题(正确的在括号内画√,否则画,每小题2分,共20分) 11.× 12./ 13.× 14.√ 15.× 16./ 17.× 18.× 19.J 20./ 三、简答题(每小题10分,共30分】 21.简述典型冲裁模具的工作零件,并说明其功能。 答:凸模,凹模(每种2分,共4分) 是完成板料冲裁分离、成形的最重要、最直接的零件,凸模、凹模的形状、尺寸决定了零件 的形状、尺寸和精度。(6分) 22.简述冲裁间隙与材料厚度和塑性的关系。 答:材料厚度越大,塑性越低的硬脆材料,则所需间隙Z值就越大。(5分)而料厚越薄,塑 性越好的材料,则所需间隙Z值就越小。(5分) 23.分别简述形状简单、批量小的凸、凹模和形状复杂、批量大的凸、凹模两种情况下模具 工作零件常用材料,并说明热处理状况。 答:形状简单、批量小的凸、凹模T8A、T10A、9Mn2V,热处理凸模HRC56~60,凹模 HRC58~62。(5分) 形状复杂、批量大的凸、凹模Crl2、Cr12MoV、Cr6WV,热处理HRC58~62。(5分) 3271
试卷代号 中央广播电视大学 4学年度第一学期"开放专科"期末考试 冲压工艺与模具设计试题答案及评分标准 (供参考〉 2014 年1 一、选择题{从所给的四个选项中,找出你认为是正确的答案,将其编号填入括号内。每小题 分,共 0分} l. D 6. B 2.A 7.A 3. D 8.B 4. C 9. B 5. B 10. B 二、判断题{正确的在括号内画-..I ,否则画 X,每小题 2分,共 0分) 11. X 12. -..I 13. X 14. -..I 15. X 16. -..I 17. X 18. X 19. -..I 20. -..I 三、简答题{每小题 0分,共 0分} 1. 模具 工作 并说 答:凸模,凹模(每种 2分,共 4分) 是完成板料冲裁分离、成形的最重要、最直接的零件,凸模、凹模的形状、尺寸决定了零件 的形状、尺寸和精度。 6分) 22. 厚度和塑 z材料厚度越大,塑性越低的硬脆材料,则所需间隙 Z值就越大。 5分〉而料厚越薄,塑 性越好的材料,则所需间隙 Z值就越小。 5分) 23. 别简 批量 复杂 量大 两种情 模具 工作零件常用材料,并说明热处理状况。 z形状简单、批量小的凸、四模 A、 A, 9Mn2V 模HRC56 ---- 60 HRC58----62. (5 形状复杂、批量大的凸、凹模 r1 2、 r1 V、 r6 V,热处理 RC ---- (5 3271
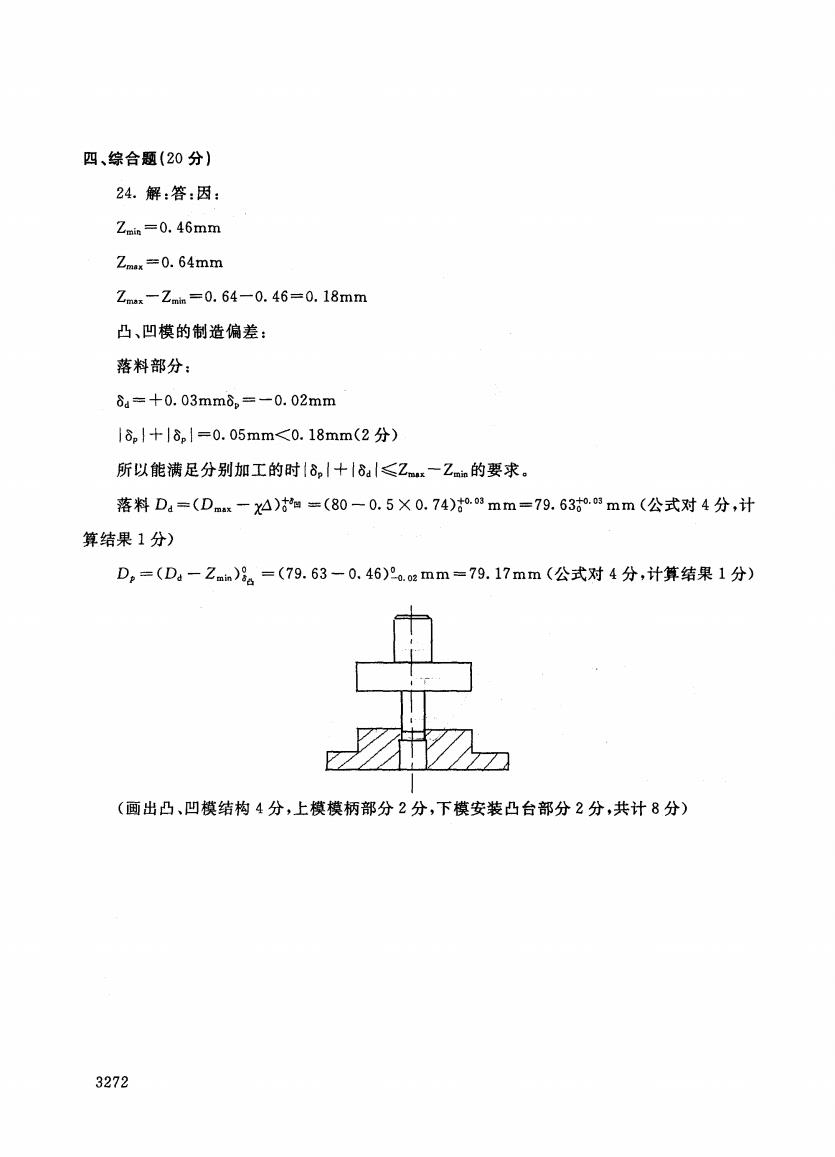
四、综合题(20分) 24.解:答:因: Zmin=0.46mm Zmx=0.64mm Zmx-Zmn=0.64-0.46=0.18mm 凸、凹模的制造偏差: 落料部分: 6a=+0.03mm8。=-0.02mm |8p}+|8p|=0.05mm<0.18mm(2分) 所以能满足分别加工的时|6p|十|8|≤Zx一Zmn的要求。 落料D:=(Dmax-X4)g=(80一0.5×0.74)0.o3mm=79.63°.3mm(公式对4分,计 算结果1分) D。=(D4-Zmm)8a=(79.63-0.46)°.2mm=79.17mm(公式对4分,计算结果1分) (画出凸、凹模结构4分,上模模柄部分2分,下模安装凸台部分2分,共计8分) 3272
四、综合题 24. 解z 答z 因z Zmi. = O. 46mm Zmax=0.64mm Zmax-Zmin=0.64一0.46=0.18mm 凸、凹模的制造偏差: 落料部分: 8d= +0. 03mm8p =一 18p 1=0. 05mm<0. 18mm(2 所以能满足分别加工的时 I+ 18d I~Zmax - Zm;n 要求 落料 =(Dmax - xA =(80 - 0.5 X O. 74)to.0 3 mm=79. 63 (公式对 算结果 1分〉 D p = (Dd - Zm;n)~凸 (79.63 一O. 46) <J..o.o2mm=79.17mm (公式对 算结 (面出凸、凹模结构4分,上模模柄部分2分,下模安装凸台部分2分,共计 8分) 3272